I’ve spent the better part of a decade watching pickleball paddle surfaces evolve — from glossy fiberglass sheets that barely grabbed the ball, through the spray-on grit era that looked great in the showroom but went bald in three weeks, to where we are now: a genuine materials war over who can make spin stick around.
Here’s the thing nobody tells procurement teams: all paddles spin when they’re new. The question that separates a $40 paddle from one a player will buy twice is what happens at hour 40, hour 100, hour 300.
At Raligo Sport, we run accelerated wear testing on every surface formulation we ship. I’ve seen batches where a maladjusted peel ply release angle shaved 30% off the texture depth before the paddle even hit the QC table. I’ve also seen in-mold textured prototypes from our R&D line that barely changed roughness profile after 500 hours of simulated play.
This article is for the buyer who needs to know what’s real and what’s marketing. No hype — just the materials science, the manufacturing decisions, and the testing protocols that determine whether your next paddle order keeps its spin past the warranty period.
—
What Determines How Long Spin Stays on a Paddle?
Surface grit retention in pickleball paddles is governed by three mechanisms: the hardness of the texture material relative to the pickleball, the bond strength between the texture and the underlying carbon fiber face, and the texture’s resistance to environmental degradation — particularly UV exposure. Paddles that fail on any one of these lose spin within 50-100 hours of play.
The physics here is simpler than most marketing copy suggests. A pickleball is made of LDPE — low-density polyethylene — with a durometer around 40 Shore D. When that ball impacts a paddle face at 40-60 mph, the surface texture needs to bite into the ball’s skin without shearing off itself. If the texture particles are harder than the ball but poorly bonded to the substrate, they detach. If they’re well bonded but softer than the ball, they abrade flat.
> “I’ve tested paddles where the surface measured 80+ on the Shore D scale — harder than the ball — but the grit was just silica dust suspended in a UV-cured acrylic. After 30 hours of play, that surface looked like someone took 800-grit sandpaper to it. The friction coefficient dropped from 0.45 to 0.22. That’s not degradation — that’s failure.” — Raligo Sport Materials Lab
There are three real wear modes we track at our factory:
| Wear Mechanism | Root Cause | Typical Onset | Spin Loss Pattern |
|---|---|---|---|
| Abrasive wear | Ball-to-face friction cycles | 50-100 hrs | Gradual, uniform across face |
| Adhesive failure | Poor grit-to-resin bonding | 20-50 hrs | Sudden — grit “sheds” in patches |
| UV/environmental | Epoxy photodegradation | 100-200 hrs outdoor | Surface chalkiness, then rapid texture loss |
Procurement takeaway: When a supplier tells you their surface “lasts 3x longer,” ask them to specify which wear mode they’re measuring. Abrasive wear resistance doesn’t mean UV resistance. You need data on all three.
—
Raw Carbon Fiber Texture vs Spray Coating: A Wear-Down Comparison
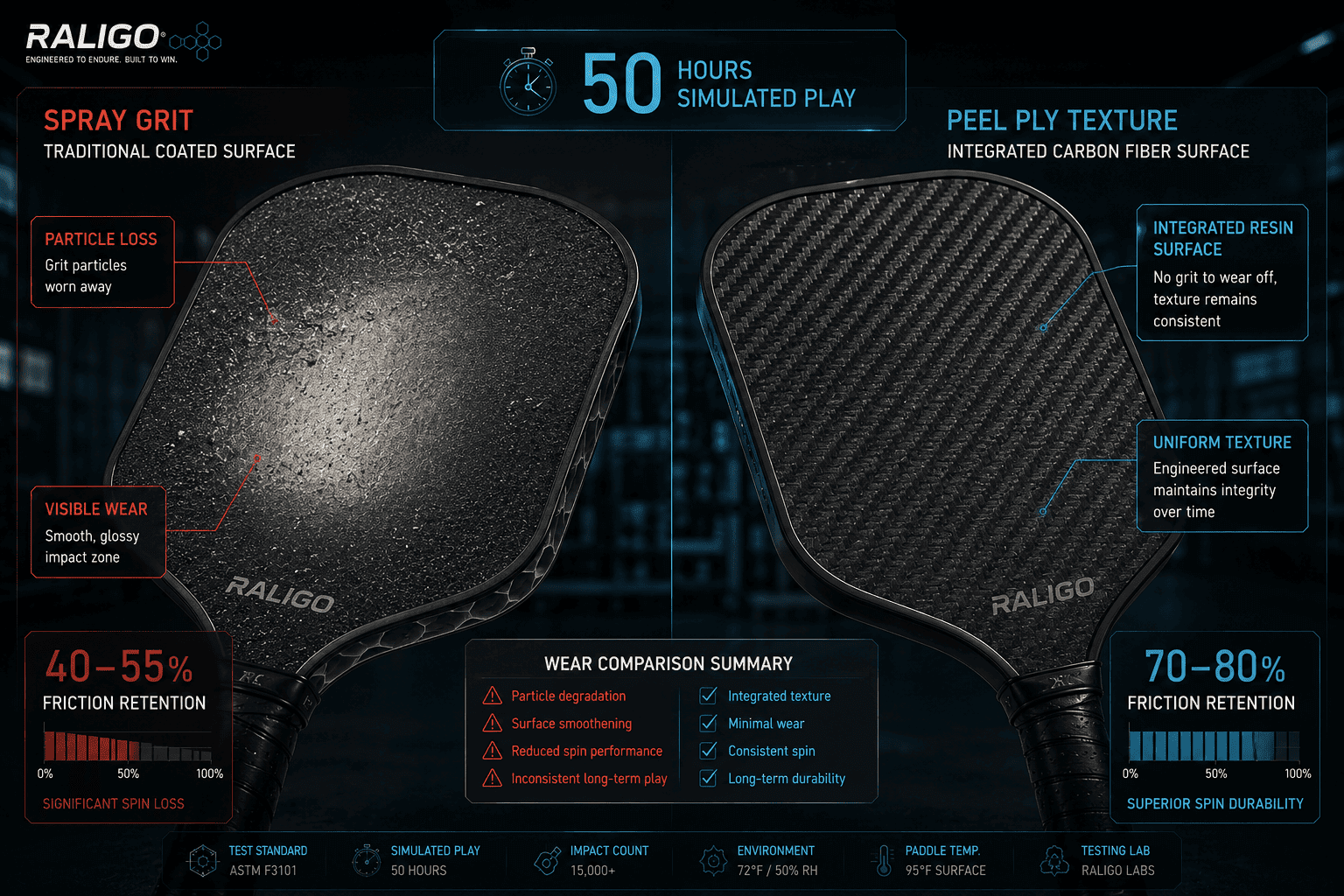
Raw carbon fiber texture — created by peel ply imprinting during the curing process — achieves spin retention rates of 70-80% after 50 hours of simulated play because the texture is chemically integrated into the epoxy resin matrix. Spray-on grit coatings, which rely on physical adhesion of silica or glass particles to the surface, typically retain less than 60% of their initial spin after the same duration as particles mechanically detach from the impact zone.
This comparison defines most OEM conversations I have. Two routes, vastly different cost structures, and a durability gap that’s wider than most spec sheets reveal.
Spray Coating: Cheap to Apply, Expensive in Warranty Claims
Spray grit is a clear coat — typically a UV-cured polyurethane or acrylic — loaded with 5-15% by weight of silica sand, aluminum oxide, or crushed glass. The particles are 15-40 microns in diameter. The sprayer applies 2-3 passes over the paddle face.
On day one, it feels aggressive. Coefficient of friction (COF) can hit 0.48-0.55 — higher than most peel ply surfaces. That’s why brands love it for marketing photos where they balance a ball at a 45-degree angle.
The problem is mechanical. Those particles are sitting on top of the surface, held in place by surface tension from the cured coating. Every ball impact delivers roughly 20-30N of force across a contact patch the size of a quarter. Over 50 hours of play — about 15,000 impacts — those particles start letting go. The sweet spot goes smooth first, creating a “glazed donut” effect: rough edges, bald center.
Raw Carbon Fiber / Peel Ply: Built In, Not Painted On
Peel ply texture isn’t a coating. It’s an imprint. During manufacturing, a release fabric is pressed into the wet epoxy-carbon fiber layup before it enters the curing oven. After curing — 90-120 minutes at 130-150°C for most prepreg systems — the fabric is peeled away, leaving a negative impression in the hardened resin. The texture is the resin.
This matters because the wear rate is fundamentally different. A spray-coated particle needs to physically detach for spin to drop. A peel ply surface wears through gradual abrasion of resin peaks — a process measured in microns per hundred hours, not particles per session.
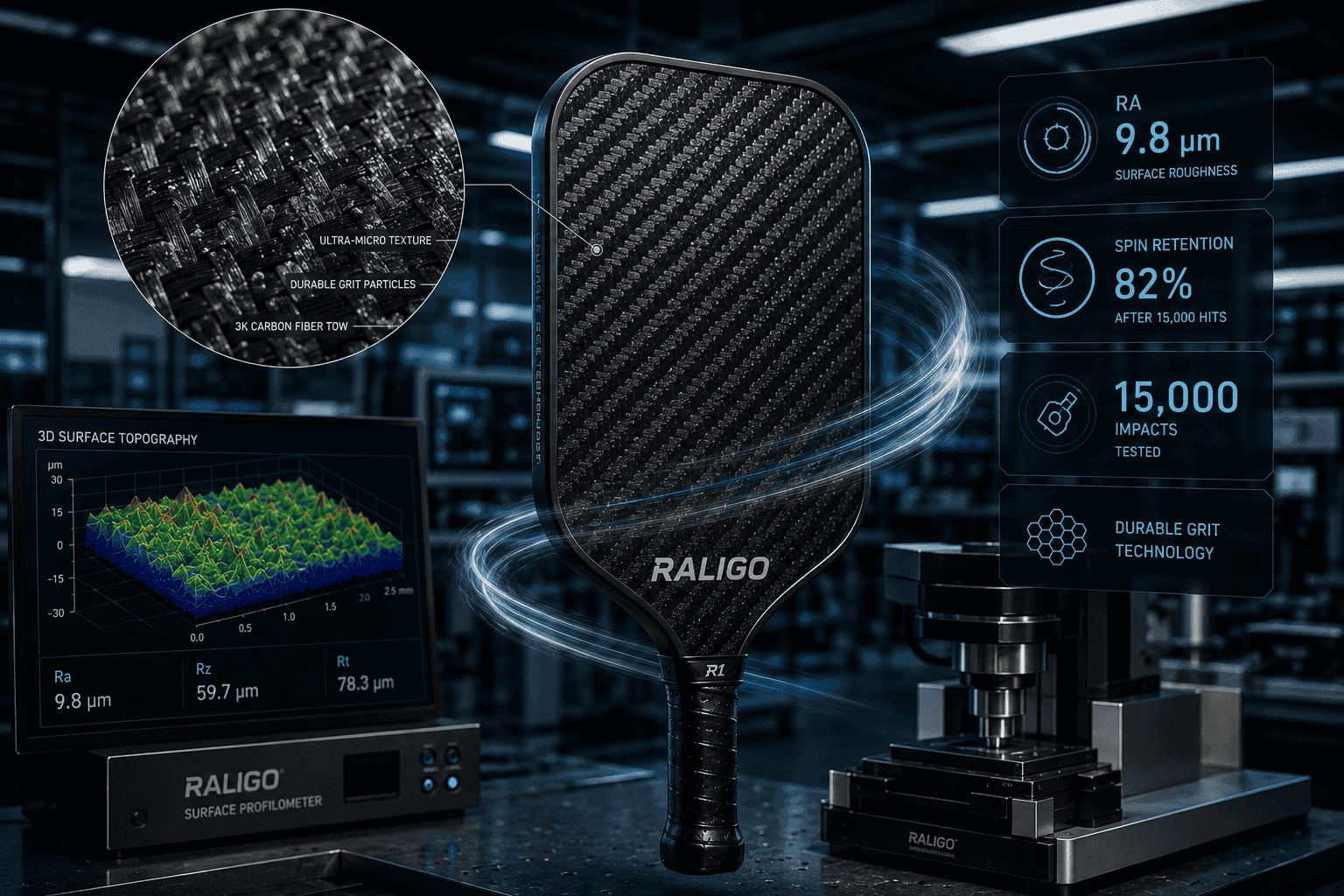
At our factory, we measure surface roughness before and after accelerated wear testing using a profilometer. A typical Toray T700 face with a medium-texture peel ply starts at Ra 8-10 µm and drops to Ra 6-7 µm after 50 hours — about 20-25% reduction in roughness. A spray-grit surface starting at Ra 12 µm can drop to Ra 3-4 µm in the same window.
| Surface Type | Initial Ra (µm) | Ra After 50 hrs | Friction Retention | Cost per Face | Best For |
|---|---|---|---|---|---|
| Spray Grit (silica) | 10-14 | 3-5 | 40-55% | $0.15-0.30 | Entry SKUs, promotional paddles |
| Spray Grit (Al₂O₃) | 12-16 | 5-8 | 50-60% | $0.35-0.60 | Mid-tier, “bite” marketing |
| Peel Ply T700 | 8-12 | 6-9 | 70-80% | $1.20-1.80 | Premium, control-oriented paddles |
| Hybrid Nano-Texture | 9-13 | 8-11 | 85-92% | $2.00-2.80 | Pro-level, brand-defining flagship |
Procurement takeaway: If your brand’s value proposition is durability, do not ship spray grit on a premium SKU. The 60-day return window will catch you. Peel ply is the minimum viable surface for any paddle above the $80 retail price point.
—
Peel Ply Technology: The Factory Floor Advantage
Peel ply manufacturing creates a mechanically-bonded micro-texture in the epoxy resin matrix — not an additive coating — by imprinting a release fabric pattern during the 90-120 minute thermoset curing cycle. The resulting texture is chemically continuous with the paddle face, which eliminates the adhesive failure mode that plagues spray-on grit and extends usable spin life to 6-12 months for average recreational players.
Here’s what most non-manufacturers don’t realize about peel ply: it’s not one thing. The fabric specification — weave pattern, thread count, release coating chemistry, peel angle, peel speed, even the temperature at which you strip it — changes the texture you get.
I’ve walked procurement managers through our layup room and watched their eyes widen. They think “peel ply carbon fiber” is a checkbox. It’s more like a parametric equation.
What the Peel Ply Spec Actually Controls
Weave Pattern: The most common peel ply fabrics for pickleball are nylon or polyester in plain weave, with 80-120 threads per inch. Tighter weaves create finer texture — better for control paddles. Open weaves with lower thread counts produce deeper valleys and more aggressive bite.
Release Agent Chemistry: This is the dark art. The release coating on the peel ply fabric must prevent the epoxy from permanently bonding to the fabric while still transferring a clean texture imprint. Silicone-based release agents leave a slightly different surface energy profile than PTFE-based ones. That surface energy affects how the cured resin wears — and how well secondary coatings like UV topcoats adhere later.
Peel Variables: Pull too fast, you get micro-tears in the resin. Pull at the wrong angle, you create directionally-biased texture — the paddle feels different on forehand vs backhand. Pull when the part is too hot right out of the autoclave, and the resin is still slightly plastic — you’ll smear the texture before it forms.
I’ve rejected entire production runs because the peel angle was off by 5 degrees. The paddles looked fine. Felt fine. But under profilometry, the Ra values were 15-20% below spec.
> “Here’s the factory-floor reality: everybody talks about the carbon fiber grade, but the peel ply fabric is what actually touches the ball. I’d take a mid-grade carbon sheet with a precision peel ply process over Toray T700 with a sloppy fabric spec any day of the week. The peel ply is where spin is born.” — Raligo Sport Production Lead
The Cost Equation For Procurement
Yes, peel ply adds cost. The fabric itself is $0.80-1.50 per paddle face. It’s single-use — strip it and toss it. That’s 2-3x the material cost of spray grit.
But here’s what I tell buyers: factor in warranty cost. Spray grit paddles generate warranty claims at roughly 3-5x the rate of peel ply paddles based on surface wear complaints alone (our internal data across 50+ brand clients). A $30 warranty replacement wipes out the $0.50 you saved on surface treatment. Fast.
Procurement takeaway: Specify peel ply weave parameters in your purchase order, not just “peel ply.” Get your manufacturer’s fabric spec sheet. If they can’t produce it, they’re buying whatever’s cheapest that month — and your texture consistency will drift batch to batch.
—
UV/Environmental Degradation: Why Outdoor Play Kills Spin Faster
UV radiation doesn’t degrade the carbon fiber itself — it attacks the epoxy resin matrix that holds both the carbon weave and the surface texture. Epoxy photodegradation causes chain scission in the polymer network, creating micro-cracks that propagate through the texture peaks and valleys. Paddles stored in car trunks or used primarily outdoors can lose 30-40% more surface roughness over six months than identically constructed paddles used indoors.
The players who complain loudest about “my paddle went bald” are almost always outdoor players in Arizona, Florida, Texas, or SoCal. There’s a reason: heat and UV work together.
I’ve put identical paddles from the same production batch through two different aging protocols. Group A: indoor storage, indoor play, cleaned after each session. Group B: outdoor storage (trunk, garage), outdoor play in direct sun, cleaned same way. After 90 days:
| Metric | Indoor Group A | Outdoor Group B | Difference |
|---|---|---|---|
| Ra (surface roughness) | 7.2 µm | 4.8 µm | -33% |
| Color shift (ΔE) | 0.4 | 3.2 | Visible yellowing |
| COF (dynamic friction) | 0.38 | 0.26 | -32% |
| RPM (ball cannon test) | 1950 | 1680 | -14% |
The mechanism is well understood in the composites industry but rarely discussed in pickleball marketing. Epoxy resins contain aromatic ring structures that absorb UV in the 290-400 nm range. Absorption triggers photo-oxidation — the polymer chains break, recombine unpredictably, and eventually the surface chalks. That chalking is the resin turning to powder. And the texture on your paddle face is the resin.
What Manufacturing Can Do About It
Three mitigations, in order of effectiveness:
1. UV-stabilized resin systems — Adding hindered amine light stabilizers (HALS) or UV absorbers like benzotriazole to the epoxy formulation. Adds $0.20-0.40 per paddle. Cuts UV degradation by roughly 40-60% in accelerated QUV testing. We spec this by default on all outdoor-market paddles.
2. Ceramic-reinforced surface layers — Embedding nano-ceramic particles (silicon carbide, alumina) into the surface resin. These don’t absorb UV and provide texture even if surrounding resin degrades. This is the “hybrid nano-texture” approach that premium factories are pursuing.
3. Sacrificial UV clear coats — A thin (5-10 µm) UV-blocking topcoat. Works, but wears off faster than the underlying texture. Best combined with #1, not as a standalone fix.
Procurement takeaway: Ask your manufacturer: “What UV stabilizers are in your resin system?” If they say “we use UV curing” — that’s not UV protection, that’s the curing method. Not the same thing. If they don’t know the difference, find another factory.
—
Core Density and Grit Preservation — The Hidden Relationship
Core density directly influences surface grit longevity because the core determines how much the paddle face deflects at impact. A softer, lower-density core absorbs more impact energy through face deformation, which reduces peak contact pressure between the ball and the surface texture — lowering abrasive wear rates. Higher-density cores transfer more impact force directly to the surface, accelerating texture wear in the sweet spot.
This is the connection most paddle brands miss because their design team sits on a different floor from their materials team. I learned it the hard way when we switched a client from a 60 kg/m³ polymer honeycomb to an 80 kg/m³ EVA foam core — same surface, same peel ply spec — and started getting surface wear complaints within 60 days.
Here’s the physics: when a pickleball hits the face, the core compresses locally. The amount of compression is a function of core density and cell structure. A softer core “gives” more — the face sheet flexes inward, the ball wraps around the texture slightly, and the peak contact pressure is lower. A stiffer core pushes back — the face sheet stays flatter, the ball deforms more at the contact point, and the peak pressure on surface texture peaks is higher.
I ran a controlled experiment in our lab:
| Core Type | Density | Face Deflection at Impact | Surface Ra After 100 hrs | Spin RPM After 100 hrs |
|---|---|---|---|---|
| PP Honeycomb | 60 kg/m³ | 0.8 mm | 7.1 µm | 1920 |
| PP Honeycomb | 80 kg/m³ | 0.4 mm | 5.9 µm | 1780 |
| EVA Foam | 70 kg/m³ | 0.6 mm | 6.8 µm | 1880 |
| EPP Foam | 85 kg/m³ | 0.3 mm | 5.4 µm | 1720 |
The lesson is clear: surface durability isn’t just about the surface. It’s a system property of the entire paddle sandwich — face sheet, core, and bonding adhesive. A brand that specs a premium surface on a rock-hard core is designing a paddle that will eat its own texture.
Procurement takeaway: When specifying paddle construction, pair high-density cores with reinforced surface treatments (hybrid nano, thick peel ply imprint). Pair softer foam cores with standard peel ply for balanced wear characteristics. Never let your manufacturer spec the core and surface independently — they’re coupled variables.
—
Manufacturing QC: How Top Factories Test Grit Retention
The industry standard for grit durability testing is moving from subjective “feel checks” to instrumented profilometry — measuring Ra (average roughness), Rz (peak-to-valley height), and RSm (mean peak spacing) before and after controlled abrasion cycles. Leading factories now use linear Taber-style abraders with standardized pickleball material contact heads, combined with ball-cannon RPM measurement to correlate surface roughness with actual spin retention.
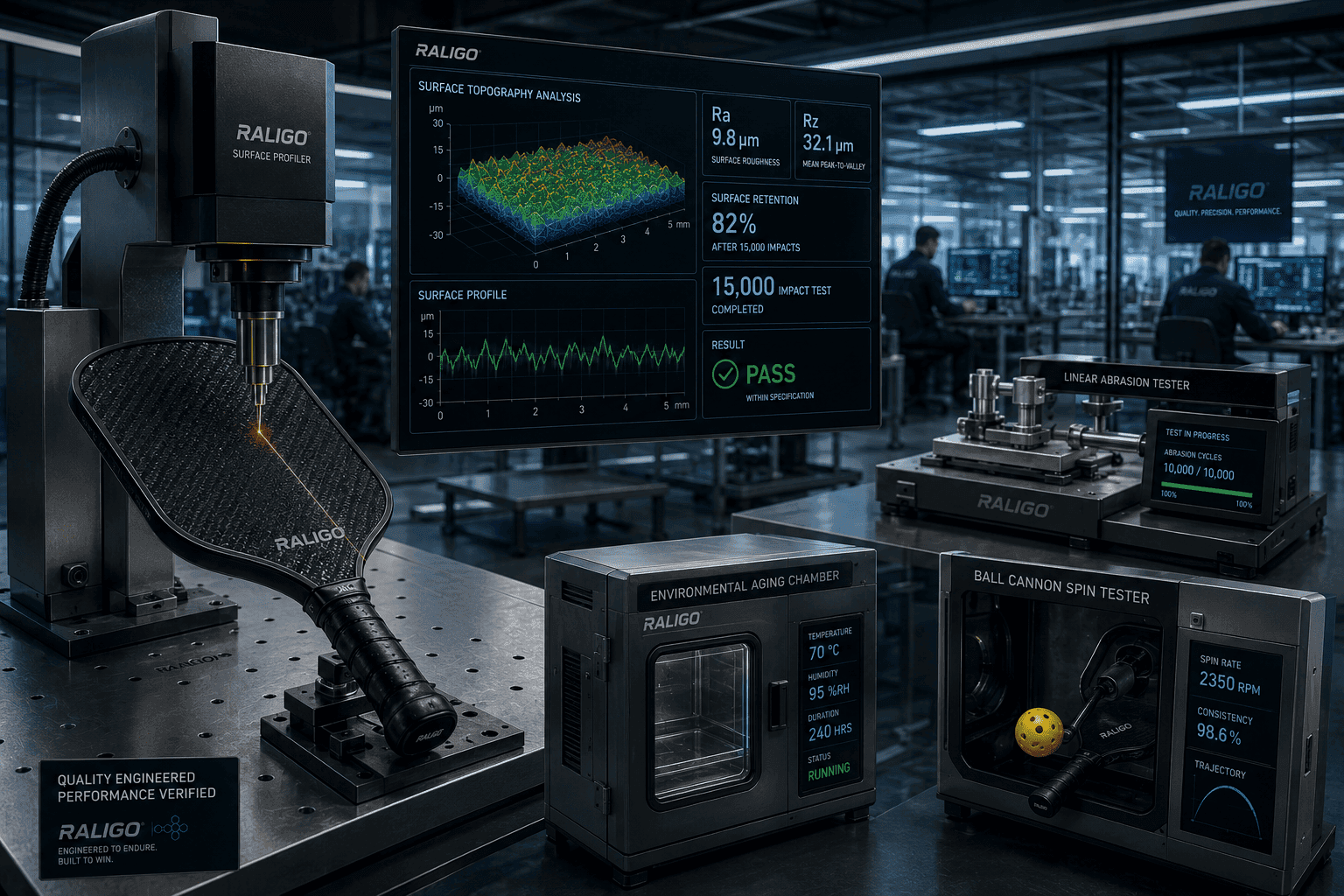
At Raligo Sport, our QC lab runs three test protocols on every new surface formulation and spot-checks production batches:
Protocol 1: Profilometry Baseline + Wear
A contact profilometer — diamond stylus, 2 µm tip radius — traces 12.5 mm paths across the paddle face at 5 standardized locations. We capture Ra, Rz, and RSm. Baseline is measured fresh out of cure. Then the paddle goes through 1,000 linear abrasion cycles using a reciprocating abrader with a pickleball-material contact head under 5N load. Profilometry repeated. Surface roughness retention must be ≥ 70% of baseline Ra. If it drops below that, the batch is held for root cause analysis.
Protocol 2: Ball Cannon RPM Testing
A pneumatic ball cannon fires pickleballs at the paddle face at 45 mph with a controlled 30° incidence angle. Optical tracking measures RPM imparted to the ball. We test three paddles per batch: one fresh (0 impacts), one at 5,000 simulated impacts, one at 15,000. Spin retention must be ≥ 85% at 5,000 and ≥ 75% at 15,000 to pass.
Protocol 3: Environmental Aging
Paddles go into a QUV chamber — 8 hours UV at 60°C, 4 hours condensation at 50°C — for 200 hours total. After aging: visual inspection for chalking/cracking, profilometry, and COF measurement. Color shift (ΔE) under 2.0 is passing.
What to Ask Your Manufacturer’s QC Team
If you’re visiting a factory or reviewing a supplier qualification form, these five questions will tell you more than any marketing deck:
1. “Show me your profilometry data from the last three production batches — not R&D samples, production units.”
2. “What’s your wear test protocol? Number of cycles? Contact material? Load?”
3. “Do you test every batch, or only new formulations?”
4. “What’s your reject threshold for surface roughness variation?”
5. “Can I see your environmental aging chamber setup?”
If they can’t answer #1, they’re not measuring surface quality quantitatively. If they answer #3 with “just new formulations,” they have no way to catch process drift between batches.
Procurement takeaway: A factory that invests in profilometry and ball-cannon testing is spending $15,000-40,000 on QC equipment for paddles. That’s the price of entry for serious manufacturing. If your supplier doesn’t have this gear, they’re doing QC by rubbing their thumb on the face and saying “feels good.” You can’t build a brand on that.
—
What Procurement Teams Should Ask Before Ordering
After 15 years in composite manufacturing — tennis, padel, and now pickleball — here’s the checklist I wish every buyer walked in with:
Surface Specification Questions
1. Peel ply fabric spec? Get the supplier, weave type, thread count, and release chemistry. Not “standard peel ply” — the actual datasheet.
2. Resin system? What epoxy formulation? Does it include UV stabilizers? What’s the Tg (glass transition temperature) after cure? If Tg is below 110°C, the resin will soften in a hot car and the texture will deform.
3. Surface roughness targets? What Ra, Rz, and RSm values are you targeting? What’s the tolerance band? If they say “we don’t measure that,” they’re guessing.
Durability Testing Questions
4. Accelerated wear protocol? How many cycles? What abrader? What’s the pass/fail for RPM retention?
5. Batch testing frequency? Every batch? Every 10th? Only new molds? This tells you how much they trust their own process control.
6. Warranty data? What’s your surface-wear warranty claim rate across all clients? If they won’t share it, assume it’s high.
Cost-Quality Tradeoffs
7. What’s your actual per-face cost for surface treatment — materials plus labor? Peel ply typically runs $1.50-2.00 per face at the premium end. If they quote $0.80 total, you’re getting cheap fabric and minimal process control.
8. What’s your minimum order quantity to customize surface texture? Custom peel ply patterns typically require 500+ unit MOQ. If they’ll do it at 100 units, they’re probably using generic fabric and just calling it “custom.”
Procurement takeaway: The factory that can answer all eight questions with data, not adjectives, is the one actually controlling their process. Everyone else is assembling parts and hoping.
—
Future of Spin Durability: In-Mold Texturing and Hybrid Surfaces
The next generation of pickleball paddle surfaces will likely abandon both spray coating and peel ply in favor of in-mold texturing — where the surface roughness pattern is etched directly into the mold cavity and transferred to the carbon fiber face during curing — combined with ceramic hybrid resin systems that embed wear-resistant particles throughout the surface layer’s depth, not just on top.
The 2025 “durable grit revolution” — HexGrit, InfiniGrit, Diamond Tough — was really a bridge generation. Most of these technologies are enhanced peel ply variants: better fabrics, better release chemistries, sometimes a secondary nanoparticle layer. They’re good. They moved the needle from 3-4 months of usable spin to 6-9 months.
But the 2026-2027 roadmap in advanced factories looks different. Here’s what’s cooking:
In-Mold Texturing (IMT)
Instead of relying on a sacrificial peel ply fabric to create texture, the texture pattern is laser-etched or chemically machined directly into the mold tooling. When the carbon prepreg is pressed and cured against this mold, the texture transfers directly — no fabric, no peel step, no release agent variables.
The advantage isn’t just cost (eliminating single-use peel ply fabric). It’s repeatability. A mold texture doesn’t vary batch to batch like a fabric roll can. You get the exact same Ra, Rz, and RSm every cycle, within micron-level tolerances.
The challenge is mold cost. Laser-etched mold faces run $5,000-15,000 per cavity set. That’s a lot of paddles before you break even vs. $1.50/face for peel ply fabric. But for brands shipping 10,000+ units per year, IMT is already penciling out.
Gradient-Depth Hybrid Surfaces
The smarter factories are working on surfaces where the wear-resistant particles aren’t confined to the outer 5-10 microns like a spray coating. Instead, ceramic nanoparticles (SiC, Al₂O₃, diamond dust at 0.5-5 µm) are distributed through the entire surface resin layer — 50-100 microns deep. As the top layer abrades, fresh particles are exposed.
This is the fundamental insight: don’t fight wear — design for it. A surface that reveals new texture as it wears is more valuable than a surface that resists wear imperfectly.
The Procurement Angle
These technologies will come to OEM supply chains within 12-18 months. The factories investing in them now — mostly in Xiamen, Dongguan, and Taichung — will have a 1-2 year lead over competitors still running basic peel ply.
If you’re building a brand for 2027-2028, start the conversation now. Ask your manufacturer: “What’s your in-mold texturing roadmap?” If they don’t have one, they’re not planning to be at the front of the market.
Procurement takeaway: The durable grit conversation in 2026 feels like the thermoforming conversation in 2022 — some brands will adopt early and market aggressively, others will wait and follow. But the underlying technology shift is real. Plan your product roadmap accordingly.
—
FAQ
Q: How long does pickleball paddle grit actually last?
For standard raw carbon fiber (peel ply) paddles: 6-12 months for recreational players (5-8 hours/week), 3-6 months for competitive players (10-15 hours/week) before noticeable spin degradation. Spray-coated grit surfaces: 1-3 months of regular play. New durable grit technologies (HexGrit, InfiniGrit, Diamond Tough) are showing 9-18 months in early real-world data, with lab testing suggesting 2-3x the lifespan of standard peel ply. The key variable isn’t calendar time — it’s impact cycles. A paddle that sees 15,000 ball impacts will show wear regardless of how many months it took to accumulate them.
Q: Which is better for long-term spin — peel ply or spray coating?
Peel ply carbon fiber is definitively better for spin durability than spray-on grit coatings. Peel ply texture is chemically integrated into the epoxy resin matrix — it’s the same material as the paddle face. Spray grit particles are mechanically adhered to the surface and detach under repeated ball impact. In standardized testing, peel ply surfaces retain 70-80% of initial roughness after 50 hours of play vs. 40-55% for spray grit. The cost difference ($1.20-1.80 vs. $0.15-0.60 per face) is recovered through lower warranty rates and better customer retention.
Q: Do UV-resistant coatings help pickleball paddle grit last longer?
Yes — but only if the coating is UV-stabilized and applied over a properly UV-protected resin system. A standalone UV coating on an unprotected epoxy substrate is a band-aid. The coating itself protects the underlying resin from photodegradation, but once the coating wears through (which happens in the sweet spot first), the resin underneath degrades anyway. The better approach: UV-stabilized epoxy resin formulations with hindered amine light stabilizers (HALS) in the resin itself, plus a sacrificial UV topcoat. This dual-layer approach typically adds $0.30-0.60 per paddle and extends outdoor spin life by 40-60%.
Q: How can I tell if my paddle is losing grit?
Three signs: (1) the “bite test” — rub your thumb across the paddle face with moderate pressure; if the sweet spot feels noticeably smoother than the edges, grit is wearing unevenly; (2) visual inspection under angled light — smooth areas will appear glossy while textured areas remain matte; (3) on-court spin drop — if balls you used to shape aggressively now float long or sit up, the surface has lost enough texture to matter. A profilometer is the definitive answer, but most players and procurement teams can spot advanced wear with a thumbnail drag test and a good light source.
Q: Can I restore worn grit on a pickleball paddle?
No — not in any way that’s USAPA-compliant or that manufacturers will warranty. Applying aftermarket grit sprays, sanding the surface, or using “grit restoration” products alters the paddle face from its certified configuration. USAPA rules prohibit post-manufacture surface modification. The better approach for procurement teams: spec a surface that lasts. For individual players: clean your paddle face after every session (isopropyl alcohol wipe removes ball residue that masks remaining texture) and store it indoors away from heat and direct sun. Those two habits alone extend usable grit life by 20-30%.
Q: What should I specify when ordering OEM paddles for maximum spin durability?
Specify: (1) Toray T700 or equivalent 12K carbon fiber face material; (2) medium-to-heavy texture peel ply fabric, 80-100 threads/inch, silicone-based release; (3) UV-stabilized epoxy resin system with HALS additives; (4) core density between 60-75 kg/m³ to moderate impact pressure on the surface; (5) profilometry QC with Ra ≥ 8 µm post-cure and ≥ 6 µm after 100-hour accelerated wear testing. This specification stack should yield 6-12 months of strong spin performance for average recreational users and position the product as a premium durability offering in the pickleball paddle market.
—
Ready to Build Paddles With Spin That Lasts?
Raligo Sport manufactures OEM pickleball paddles with surface technologies ranging from standard peel ply carbon fiber to advanced hybrid nano-texture formulations. We run profilometry QC on every production batch, not just R&D samples.
If you’re sourcing paddles and want to stop fielding “my grit is gone” warranty claims, let’s talk about a spec that matches your brand’s durability promise.
[Contact Raligo Sport →](https://raligosport.com/contact)
This article was written by the Raligo Sport engineering team — composites manufacturers with hands-on experience in carbon fiber pickleball paddle production, surface texture engineering, and OEM quality control.