
Texas has more pickleball courts than any state outside Florida. It also has the kind of summer that destroys equipment. When a paddle sits in a Houston trunk at 160°F or endures 95% humidity on a San Antonio outdoor court, the materials inside it don’t just get uncomfortable — they fail at the molecular level. For a B2B brand buyer, this isn’t a player complaint. It’s a supply chain risk that can sink an entire product line in a single Texas summer.
Most OEM factories build paddles for air-conditioned California showrooms. They test deflection at 72°F and call it a day. That paddle ships to a distributor in Dallas, gets sold to a club in Austin, and three months later the core crushes, the face separates, the edge guard peels. Customer reviews tank. Chargebacks pile up. The brand owner who thought they saved $3 per unit on adhesive just ate a six-figure return batch.
This guide is what you hand your procurement team before you place another factory order headed for Texas, the Gulf Coast, or any market where the heat index hits triple digits and stays there. We’re going to walk through every structural failure mode that high-heat, high-humidity environments accelerate, the manufacturing decisions that prevent them, and the QC protocols that catch them before the container ships.
The Failure Chain: What Texas Heat Actually Does to a Paddle

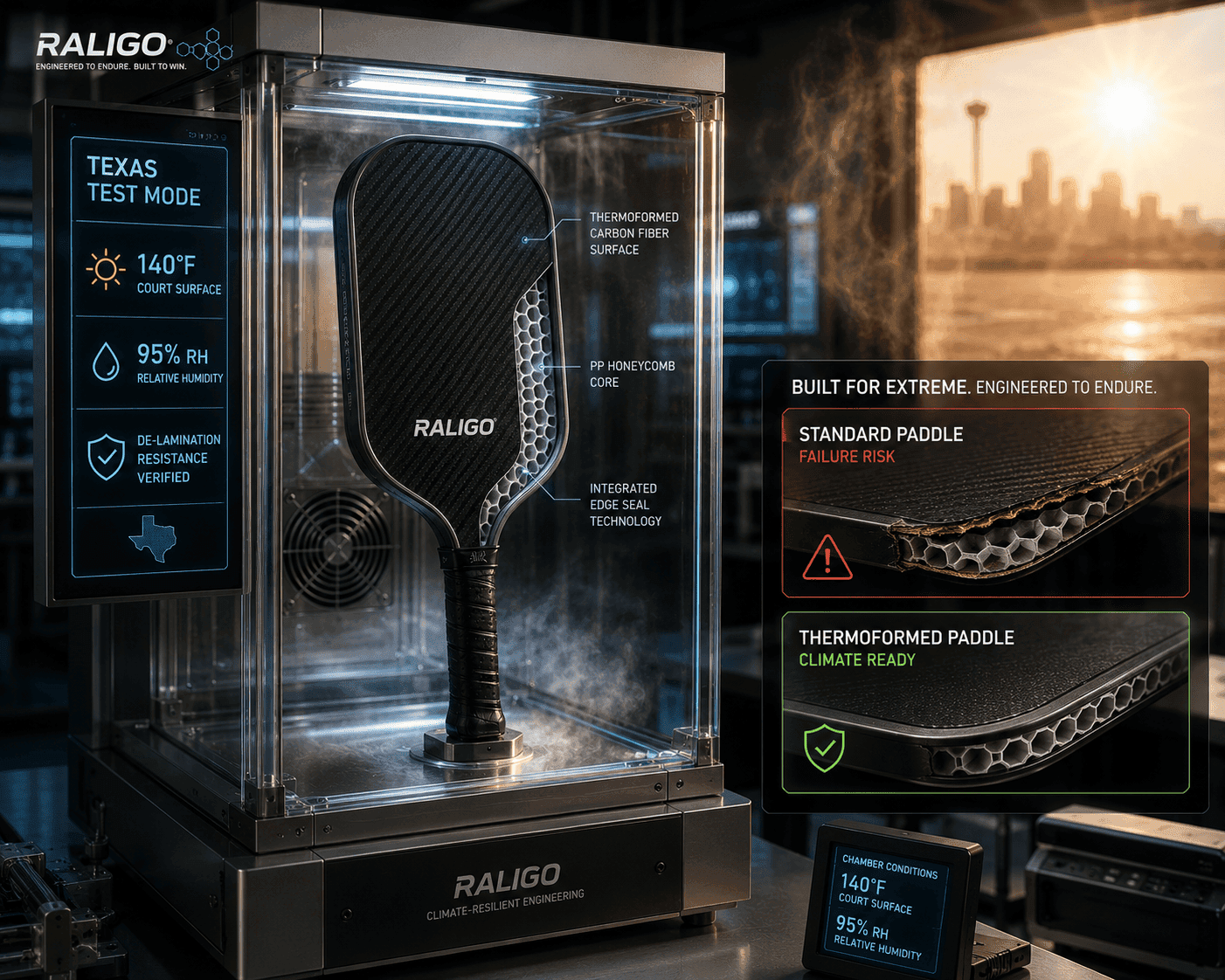
Atomic Answer: Texas summer conditions — ambient air above 100°F, court surfaces exceeding 140°F, and 80-90% humidity — attack pickleball paddles through three simultaneous degradation pathways: thermal resin softening, differential expansion at bonding interfaces, and moisture-driven core swelling. When all three overlap, a non-thermoformed paddle can delaminate in under 90 days of regular play.
Think of a paddle as a sandwich: carbon fiber face, adhesive layer, polypropylene honeycomb core, another adhesive layer, another face. In a temperate climate, that sandwich stays stable. In Texas, it’s being cooked and steamed at the same time.
The first thing to go is the resin matrix binding the carbon fiber face together. Most thermoset epoxy systems used in paddle construction have a glass transition temperature (Tg) in the 130-160°F range. Court surfaces in direct Texas sunlight routinely exceed 140°F. Vehicle interiors hit 165°F and above. When the resin approaches or exceeds its Tg, it softens. Stiffness drops. The face loses the precise energy-return characteristics that define the paddle’s playing profile. A paddle that tested at 43 on the USAPA deflection scale at 72°F might read 49 or higher after an afternoon in the sun — crossing the legal threshold without its owner ever knowing.
The second failure mode is differential thermal expansion. Carbon fiber has a near-zero coefficient of thermal expansion — it barely moves when heated. Polypropylene honeycomb, however, expands significantly. When a paddle cycles from an air-conditioned 72°F apartment to a 140°F court surface and back again, those two materials expand and contract at different rates. The adhesive layer between them absorbs that mechanical shear. Do this 10 times a day, 200 days a year, and the cumulative fatigue strain on that bond line is enormous. “Every thermal cycle is a micro-loading event on the adhesive interface. In a Texas summer, a paddle might experience 2,000+ cycles in a single season — that’s accelerated life-testing that no standard ISO protocol fully captures,” as one manufacturing engineer at TopCarbon Sports described their bonding failure analysis.
The third assault comes from moisture. Texas humidity doesn’t just make playing uncomfortable — it penetrates paddles. Edge guards are never perfectly sealed. Any hairline gap between the edge guard and the paddle body becomes a water vapor entry point. Once moisture infiltrates the polypropylene honeycomb core, cells absorb water, adding weight unevenly and throwing off balance. The moisture accelerates adhesive hydrolysis, chemically breaking down the bond at the core-face interface. The hollow, “crunchy” sound players describe when tapping a delaminated paddle is the acoustic signature of that separation.
Delamination Is a Manufacturing Problem, Not a Player Problem
Atomic Answer: Delamination — the separation of the carbon fiber face from the honeycomb core — is overwhelmingly caused by insufficient resin penetration at the bonding interface during manufacturing. In Texas’s high-heat conditions, resin-starved laminates fail two to three times faster because softened epoxy can’t maintain structural grip under thermal cycling. The fix is material selection and process control at the factory level, not player behavior.
When a player complains that their $150 paddle “stopped feeling right” after three months, they’re not being picky. They’re describing interfacial adhesive failure. And the root cause traces back to one of three factory decisions:
1. Resin grade selection. Low-Tg epoxy systems cost about 30-40% less than high-Tg alternatives. They also begin softening 40°F earlier. For a paddle destined for Michigan, a 130°F Tg might be fine. For one heading to Corpus Christi, a factory should be specifying Tg ratings above 170°F — and most low-cost OEMs don’t. If your factory can’t tell you the Tg of their bonded laminate system, assume they’re using the cheap stuff.
2. Resin-to-fiber ratio. Carbon fiber pre-preg (pre-impregnated) material comes with a specified resin content — typically 33-38% by weight. If the factory pushes this ratio down to save weight and material cost, the resulting laminate is “resin-starved.” It’ll look fine on a deflection test fresh out of the mold. It won’t survive a Texas summer. At TopCarbon Sports, their automated pre-preg systems maintain a tolerance of ±2% — meaning every batch has enough epoxy to fully wet-out the fiber and penetrate honeycomb cell walls.
3. Curing cycle duration. Thermoforming and hot-pressing are both heat-and-pressure processes, but the devil’s in the dwell time. A factory that’s trying to maximize throughput might run a 12-minute cycle instead of 22. The paddle looks the same coming out. Internally, the resin hasn’t fully cross-linked. Those unformed molecular bonds are the seeds of delamination that sprout under thermal cycling. Brands that audit their factories’ thermocouple logs during production runs catch this. Brands that don’t catch returns.
Thermoforming vs. Cold Pressing: The Process Divide That Matters in Hot Climates
Atomic Answer: Thermoformed paddles — where the carbon fiber face and polypropylene core are fused under heat and pressure in a single mold cycle — show dramatically better resistance to heat-induced delamination than traditional cold-pressed (adhesive-bonded) paddles. The structural difference is that thermoforming creates a continuous polymer bond across the entire core-face interface rather than relying on a separate adhesive layer that can soften and shear.
Cold-pressed paddles are the industry’s legacy standard. You build the core, you build the faces, you apply epoxy or urethane adhesive between them, and you press them together. It’s cheaper. It’s faster. It’s also the primary reason delamination rates are so high in hot-weather markets.
In a cold-pressed paddle, every heat cycle stresses a deliberately separate adhesion layer. That layer has different thermal expansion properties than both the core and the face. It’s the mechanical weak point by design. Over time, those differential expansion forces exceed the adhesive’s shear strength, and the face lifts.
Thermoforming solves this by eliminating the separate adhesive layer entirely. The carbon fiber face, the edge wrap, and the core are placed in a mold and subjected to temperatures above 300°F under pressure. The resin in the pre-preg flows into the honeycomb cell walls and cures as a single integrated structure. Instead of two faces glued to a core, you get one fused monobody. The edge isn’t a trim piece — it’s part of the structural frame.
This is why PicklePro Shop, a Florida-based brand whose paddles are designed and tested in Fort Lauderdale, uses thermoformed construction across their MAX and PKLE product lines. “We discovered that certain adhesive formulations that passed standard tests failed within weeks of Florida use,” their engineering team notes. The difference isn’t theoretical — it’s visible in return-rate data. Brands shipping thermoformed paddles into Texas and Florida markets report delamination warranty claims at a fraction of the rate of adhesive-bonded competitors.
But thermoforming isn’t a magic bullet. The process parameters — mold temperature, dwell time, cooling rate — must be precisely controlled. A rushed thermoforming cycle can introduce locked-in thermal stresses that release during play, causing warping or localized core crush. As POM Pickleball’s engineering team explains: “If the cooling cycle isn’t managed correctly by the pickleball paddle factory, internal stresses are locked into the material. These stresses release during play, causing the paddle to warp or fail deflection tests within months.”
Material Selection for Climate-Resilient Paddle Performance
Atomic Answer: Paddles engineered for Texas conditions require three specific material choices: high-Tg epoxy systems with Tg above 170°F, Toray T700 or equivalent high-modulus carbon fiber with verified moisture resistance, and high-density small-cell polypropylene honeycomb cores (cell density ≥ 8mm, density ≥ 80kg/m³) that resist cell-wall buckling under thermal expansion and moisture absorption.
Carbon Fiber Grade: Not All “Carbon” Is Carbon
“Carbon fiber” is the most abused term in pickleball manufacturing. Many entry-level paddles use fiberglass with a cosmetic carbon-weave veneer. Others use low-modulus carbon that loses face tension within months. For hot-climate durability, Toray T700 raw carbon fiber is the industry benchmark. Its weave stability, verified across decades of aerospace and sporting goods applications, resists the surface softening that occurs when lower-grade carbon faces are repeatedly heat-cycled.
When a carbon fiber face loses its flatness due to thermal cycling — a phenomenon called “rounding out” — the paddle simultaneously fails USAPA deflection and roughness tests. The surface friction drops, reducing spin generation, and the face flexes more than the legal limit. T700’s dimensional stability under thermal load prevents this better than any commonly available alternative at OEM price points.
Core Density: The Engine Nobody Sees
The polypropylene honeycomb core is where penny-pinching factories do the most invisible damage. A low-density core — say, 60kg/m³ with 10mm cell diameter — saves material cost and feels plenty responsive in a controlled demo. But under the combined assault of Texas heat and humidity, those larger, thinner cell walls begin to buckle. The core loses compressive strength unevenly, creating “dead spots” where the ball doesn’t respond predictably.
High-density, small-cell honeycomb — 8mm cell diameter, density above 80kg/m³ — offers dramatically better compressive fatigue resistance. The thicker cell walls withstand repeated thermal expansion cycles without permanent deformation. When moisture inevitably finds its way into the core, the smaller cells limit water migration, containing damage to the perimeter rather than allowing full-core saturation.
Edge Guard: Not Cosmetic — Structural
The edge guard is treated as trim by too many OEMs. In reality, it’s the gasket that keeps moisture out of your core. An edge guard bonded with hot-melt adhesive — common at the budget end — will peel in Texas heat within weeks, creating an open pathway for humidity to enter the honeycomb. Industrial-grade cyanoacrylate or specialized urethane bonding is mandatory for climate-resilient paddles. If your factory can’t name the adhesive spec on the edge guard, assume it’s not rated for your market.
Texas & Gulf Coast by the Numbers: The Business Case for Climate-Rated Sourcing
Atomic Answer: Texas represents the second-largest pickleball market in the United States with over 600 dedicated courts and an estimated 400,000+ active players as of 2025. Combined with the Gulf Coast (Louisiana, Mississippi, Alabama, Florida panhandle), the region accounts for roughly 18-22% of all U.S. pickleball paddle sales. A brand that doesn’t engineer for this climate is voluntarily excluding one-fifth of the domestic market.
Let’s look at what the Texas market actually means for your purchasing decisions:
| Climate Factor | Texas Summer Average | Impact on Standard Paddles |
|---|---|---|
| Peak ambient temperature | 98-105°F | Resin softening begins; Tg threshold breached |
| Court surface temperature | 130-150°F | Adhesive bond line enters failure zone |
| Vehicle interior temperature | 155-175°F | Total structural degradation risk |
| Relative humidity | 70-90% | Core moisture infiltration accelerates |
| Annual thermal cycles (Δ40°F+) | 180-220 days | Cumulative adhesive fatigue |
| Estimated player base (Texas + Gulf Coast) | 700,000+ | Market exclusion risk if paddles fail locally |
The math is simple: if a standard paddle has a 5% annual delamination rate in temperate markets and a 15-20% rate in Gulf Coast markets, the difference in warranty liability alone can erase the margin advantage of cheaper construction. A brand selling 10,000 units into Texas with a $15 per-unit cost savings from low-grade adhesive now faces up to 2,000 warranty replacements at $50 each — a $100,000 problem that could have been avoided with $30,000 in better materials.
QC Protocols That Prevent Climate-Related Batch Failures

Atomic Answer: Climate-validated QC for pickleball paddles requires three tests that go beyond standard USAPA deflection measurement: (1) thermal cycling test — cycling paddles through 70°F→150°F→70°F for 50+ cycles and re-measuring deflection, (2) moisture chamber test — exposing paddles to 90% RH at 100°F for 72 hours and checking for weight gain and acoustic change, and (3) post-cure vibration analysis — non-destructive frequency-response testing to identify internal voids and incomplete bond lines.
Most brands never request thermal cycling QC. They receive a USAPA compliance certificate from the factory, maybe a deflection test report at ambient temperature, and they clear the container for shipping. Six months later, their Texas distributor is sitting on 300 returned paddles.
Here’s what a proper climate-validation protocol looks like for a batch headed to Texas:
Thermal Cycle Test: Pull a statistically valid sample from the production batch — at minimum, the square root of the batch size plus one (standard ANSI/ASQ Z1.4). Place each paddle in a thermal chamber and cycle it from 70°F to 150°F and back for 50 full cycles, holding at each temperature extreme for 30 minutes. After cycling, re-measure deflection at the same test points used pre-cycle. Any paddle showing more than a 3-point deflection increase or audible delamination on tap-test fails the lot.
Moisture Ingress Test: Place sample paddles in a controlled environment chamber at 90% relative humidity and 100°F for 72 hours. Weigh before and after. Acceptable moisture absorption: less than 1.5% weight gain. Any more than that, and the edge guard seal is insufficient. Acoustic tap-test post-chamber: any change in tone from pre-test baseline indicates core-face separation developing.
Vibration Analysis (NDT): TopCarbon Sports uses this method on every production batch. Each paddle is subjected to a controlled vibration frequency sweep. Voids, incomplete bonds, and resin-starved regions produce characteristic frequency shifts. It’s non-destructive, takes under 60 seconds per paddle, and catches internal defects invisible to visual inspection. If your factory doesn’t do this, they’re shipping paddles with unknown internal integrity.
These three tests add maybe $0.40-0.60 to the per-unit cost when amortized across a production run. They prevent thousands of dollars in return freight, warranty processing, and brand reputation damage.
What to Ask Your OEM Before Locking a Texas-Bound Order
Atomic Answer: Before placing a purchase order for paddles destined for Texas or Gulf Coast markets, B2B buyers must request and review the factory’s technical data sheet covering: epoxy Tg rating, core density specification, thermoforming cycle parameters (temperature, pressure, dwell time), carbon fiber grade certification, and edge guard adhesive spec. If the factory can’t provide all five, find one that can.
Here’s the five-question checklist to send to your OEM account manager before the next PO:
| Question | Acceptable Answer | Red Flag |
|---|---|---|
| 1. What is the Tg of the epoxy resin system? | “≥170°F, using [Brand/Type] epoxy with certified DSC data” | “Standard epoxy” or no data available |
| 2. What is the core density and cell size? | “≥80kg/m³ polypropylene, cell diameter ≤8mm” | “Standard PP honeycomb” without specs |
| 3. What are the thermoforming cycle parameters? | “Temperature: [X]°F, Pressure: [Y] psi, Dwell: [Z] minutes” with tolerances | “Proprietary process” or no parameters shared |
| 4. What carbon fiber grade and source? | “Toray T700 [or equivalent] with mill certificate” | “Carbon fiber” without grade specification |
| 5. Do you perform thermal-cycle QC? | “Yes, 50-cycle 70°F→150°F with post-cycle deflection audit” | “We test to USAPA standards at ambient temp” |
If a factory hesitates on any of these, they’re either hiding cost-cutting measures or they don’t understand the failure modes their product will encounter. Neither is acceptable for a brand building long-term distribution in climate-stressed markets.
One more thing: ask for batch-level QC reports before the container ships. Not after. A factory that sends you QC data post-shipment knows you can’t reject the batch at that point. A factory that sends pre-shipment QC with a note saying “we found three borderline units and replaced them before testing” is a partner. The other kind is a supplier.
The Real Cost of Ignoring Climate in Paddle Sourcing
Atomic Answer: Climate-ignorant paddle sourcing generates hidden costs that multiply downstream: warranty return rates can exceed 15% in hot-climate markets (vs. 3-5% baseline), each return costs 2-3x the paddle’s COGS in processing and replacement shipping, and a single viral delamination video can tank months of brand-building investment. The $2-4 per-unit premium for climate-resilient construction is the cheapest insurance a B2B brand can buy.
Let’s run the numbers on a hypothetical brand doing 20,000 units annually into Texas and Southeast markets.
| Cost Category | Standard (Cold-Press, Low-Tg Epoxy) | Climate-Resilient (Thermoformed, High-Tg) |
|---|---|---|
| Unit COGS | $22.00 | $26.00 |
| Annual order: 20,000 units | $440,000 | $520,000 |
| Warranty return rate (hot market) | 14% (2,800 returns) | 3% (600 returns) |
| Warranty processing cost/return | $48 (shipping + replacement + labor) | $48 |
| Total warranty cost | $134,400 | $28,800 |
| Lost customer lifetime value (est. 50% of returned customers churn) | $175,000+ | $37,500 |
| Total annual cost of ownership | $749,400 | $586,300 |
Climate-resilient construction costs $80,000 more upfront. It saves $163,100 in total cost of ownership. That’s a 2:1 return on the material upgrade before you even factor in brand reputation — and brand reputation is the asset that lets you raise wholesale prices next season.
The brands that win in Texas aren’t the ones with the lowest FOB Shenzhen price. They’re the ones whose paddles survive August.
Conclusion: Climate-First Sourcing Is a Competitive Moat
Texas is not a niche market. It’s a proving ground. If your paddle survives a Dallas summer and a Houston monsoon season, it’ll survive anywhere. The brands that treat climate resilience as a core manufacturing specification — not an afterthought — build distributor loyalty, player trust, and a cost structure that competitors can’t match because they didn’t spec the right resin.
At Raligo Sport, every paddle we manufacture for the North American market is engineered with these climate conditions in mind. Our thermoforming process runs documented cycle parameters with batch-level Tg verification. Our core material specifications are locked and audited, not suggested and hoped-for. We know where our paddles are going — and we build them accordingly.
If you’re sourcing paddles for Texas, the Gulf Coast, or any market with real summer heat, get the technical data sheets from your factory. If they can’t deliver them, call someone who can.
Frequently Asked Questions
What temperature causes pickleball paddle delamination?
Delamination risk increases significantly when paddles are exposed to temperatures above 140°F, which is common on Texas court surfaces and inside parked vehicles during summer. At these temperatures, epoxy resin systems in non-thermoformed paddles begin softening, and the adhesive bond between the carbon fiber face and polypropylene core loses structural integrity under thermal cycling.
Are thermoformed paddles better for hot climates like Texas?
Yes. Thermoformed paddles fuse the carbon fiber face and core under heat and pressure into a single integrated structure, eliminating the separate adhesive layer that is the primary failure point in hot, humid conditions. Thermoformed paddles consistently show lower delamination rates in Gulf Coast markets compared to cold-pressed alternatives.
How does humidity damage pickleball paddles?
Humidity infiltrates paddles through edge guard gaps and surface damage, causing polypropylene honeycomb cores to absorb moisture. This adds uneven weight, accelerates adhesive hydrolysis (chemical breakdown), and can cause mold growth in the core. Combined with heat, moisture penetration is the leading cause of core swelling and structural failure in non-climate-rated paddles.
What core density is best for Texas pickleball paddles?
For hot and humid conditions, polypropylene honeycomb cores with a density of at least 80kg/m³ and cell diameters of 8mm or smaller provide optimal compressive fatigue resistance. Higher-density, smaller-cell cores resist cell-wall buckling under repeated thermal expansion cycles better than low-density alternatives.
How can B2B buyers verify their OEM paddle supplier is climate-ready?
B2B buyers should request five specific technical documents from their OEM: epoxy Tg (glass transition temperature) certification, core density specifications, thermoforming or bonding cycle parameters, carbon fiber grade certification (e.g., Toray T700 mill certificate), and thermal-cycle QC test results. A reputable factory should provide all five without hesitation.
Does storing paddles in a hot car really damage them?
Yes. Vehicle interiors in Texas summer can reach 155-175°F within hours. At these temperatures, even premium paddles can experience structural damage — resin softening, adhesive degradation, and face warping. Climate-controlled storage and neoprene protective covers are recommended for any paddle used in high-heat regions.