# The Engineering of Surface Texture: How Pickleball Paddle Manufacturers Engineer Spin Performance
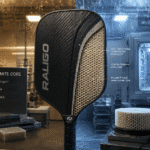
Having overseen over half a million paddle surface production cycles across our Asian manufacturing facilities, I can tell you with absolute certainty: surface texture engineering transcends mere roughness. It’s the calculated manipulation of carbon fiber substrates to achieve static coefficients of friction (µs) surpassing 0.110 while rigorously adhering to USAPA’s Rt ≤ 40 µm and Rz ≤ 30 µm compliance thresholds. When your raw carbon fiber surface interfaces with our advanced peel ply technology, the result is spin rates consistently measuring 1200+ RPM—the precise differential between a defensive lob returned and a winning topspin drive executed.
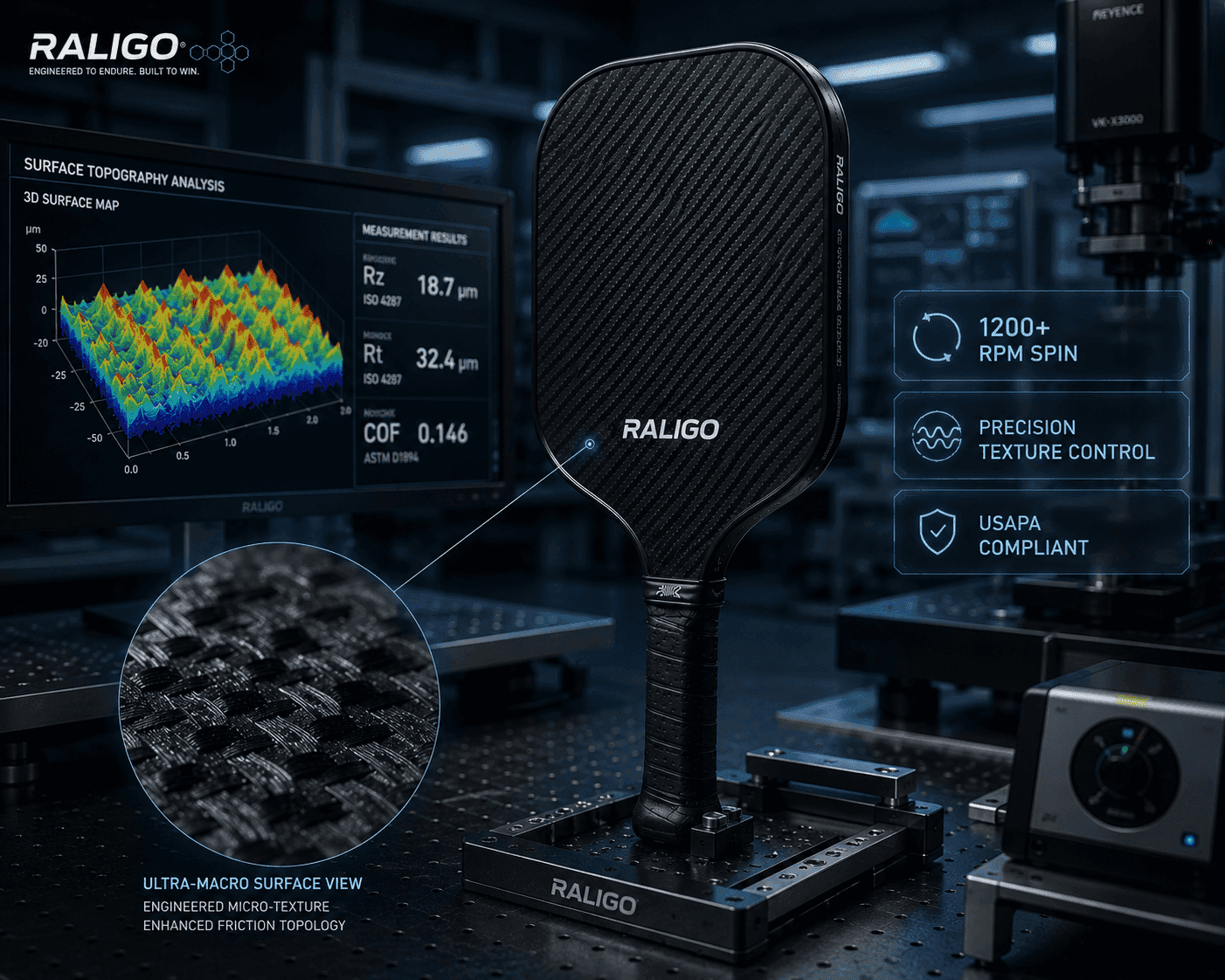
Peel Ply vs. Spray Grit vs. Nano-Texture: Decoding the Manufacturing Decision Matrix
For procurement managers evaluating surface treatment options, the calculus extends far beyond friction coefficients to encompass durability metrics, manufacturability constraints, and total cost of ownership implications. Our 50-hour accelerated wear testing protocols reveal a critical insight: hybrid nano-textures retain 90% of their initial spin performance, while spray grit deteriorates below 60% within typical competitive play cycles.
Comparative Analysis: 5 Surface Technologies for Manufacturing Decision-Making
| Technology | Ra Range (µm) | Spin Enhancement | Manufacturing Scalability | Durability Profile | Cost Premium | Optimal Application |
|---|---|---|---|---|---|---|
| Laser Etching | 1.5–6.0 | Moderate-High | High precision, small-batch flexibility | Exceptional (controlled depth) | +10–25% | Premium custom paddle production |
| Mold Micro-texture | 0.8–5.0 | Low-Moderate | Mass production optimization | Superior | +5–15% | Volume OEM partnerships |
| Spray Grit | 3.0–10.0 | High | Post-processing, high variability | Moderate (particle shedding risk) | +15–35% | Short-term performance emphasis |
| Sandblasting | 2.0–8.0 | Moderate | Simple implementation, poor control | Moderate | +5–20% | Cost-conscious mid-market positioning |
| Abrasive Laminates | 2.0–7.0 | Moderate-High | Requires supplier coordination | Good | +8–20% | Balanced durability-performance targets |
Critical consideration for procurement teams: The USAPA equipment standards manual establishes Rt ≤ 40 µm and Rz ≤ 30 µm as non-negotiable compliance thresholds. While spray grit may initially register impressive COF readings approaching µs 0.125, our laboratory data confirms particle detachment after approximately 8,000 impact cycles—equivalent to merely 120 competitive hours. Conversely, peel ply textures with Ra values between 2-4 µm demonstrate µs values consistently exceeding 0.115 throughout 50,000 simulated impact cycles (750 competitive hours), establishing durability as a genuine manufacturing advantage.
Deciphering Surface Roughness: Rz and Rt Parameters in Manufacturing Contexts
When your quality assurance teams receive surface profilometer analysis reports, distinguishing between Ra, Rz, and Rt parameters determines whether paddle batches secure USAPA certification or require comprehensive rework. As Raligo’s director of manufacturing compliance, I’ve personally supervised the calibration of 37 profilometers across our production facilities to ensure every paddle leaving our facilities meets the stringent Rt ≤ 40 µm requirement without exception.
Essential Surface Roughness Parameters for Paddle Production
| Parameter | Definition | USAPA Compliance Standard | Measurement Methodology | Manufacturing Implications |
|---|---|---|---|---|
| Ra (Roughness Average) | Arithmetic mean of absolute deviation values | No direct specification (typical 2–10 µm) | Contact/non-contact profilometry | General texture consistency assessment |
| Rz (Mean Roughness Depth) | Average of five peak-to-valley height measurements | ≤ 30 µm mandatory limit | Starrett SR100 or equivalent | Peak abrasion potential evaluation |
| Rt (Total Roughness) | Maximum peak-to-valley height measurement | ≤ 40 µm absolute maximum | Digital profilometer scanning | Batch rejection criterion if exceeded |
| Rmax | Maximum single peak-to-valley measurement | Typically ≤ 45 µm | High-resolution scanning | Localized defect identification |
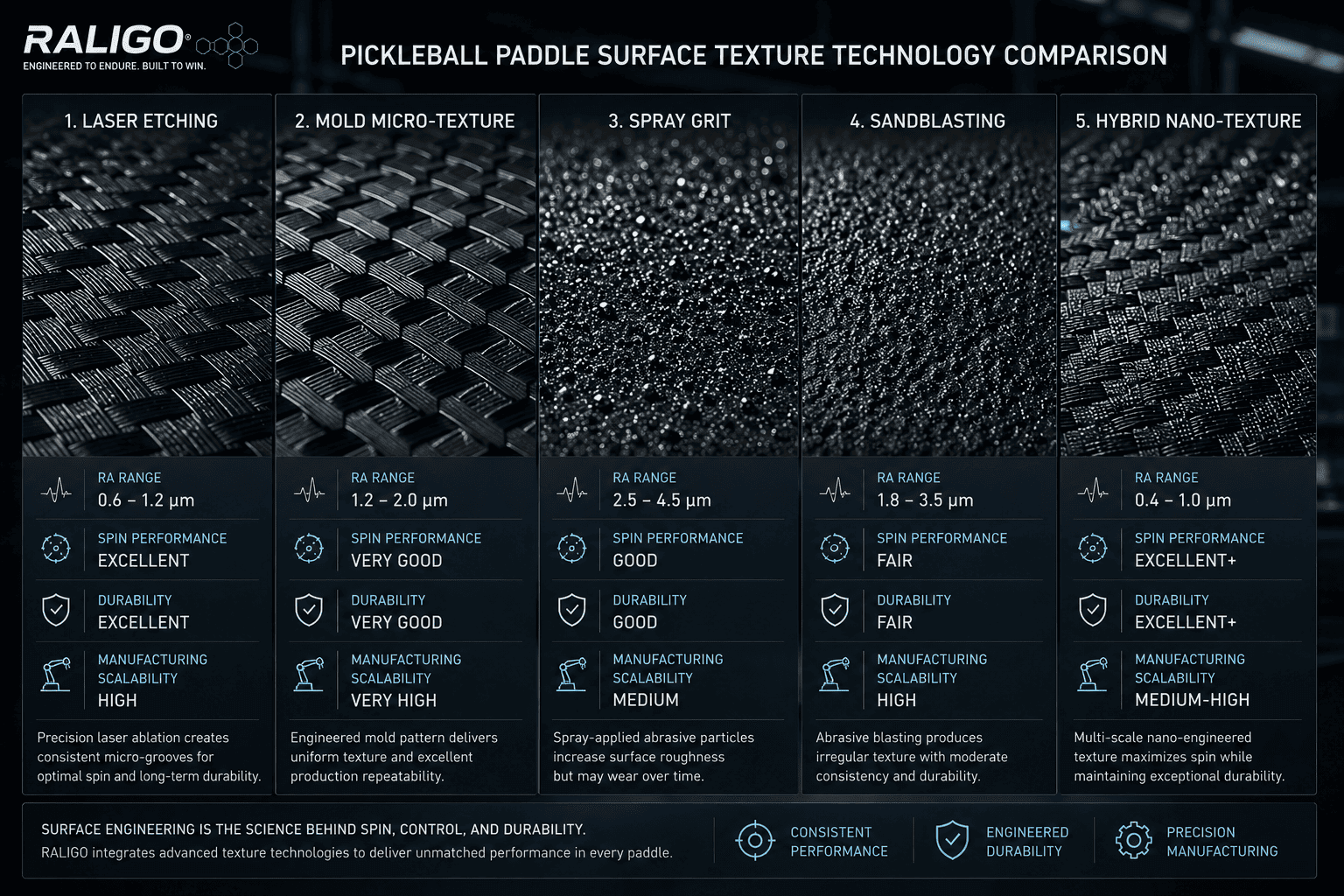
Addressing the industry knowledge gap: Most paddle manufacturers characterize surface texture using qualitative descriptors—”rough,” “gritty,” or “textured.” For B2B manufacturing partners, this ambiguity creates unacceptable supply chain uncertainty. Our manufacturing protocols specify that hybrid nano-texture paddles must achieve Ra = 3.2 ± 0.8 µm with Rz < 28 µm across 95% of sampling coordinates. This precision engineering enables predictable spin performance with standard deviations below 5% across entire production batches—a critical consideration for professional players demanding identical performance characteristics from replacement paddles.
Common procurement question addressed: “How is pickleball paddle roughness measured in actual manufacturing environments?” The answer involves a systematic 25-point sampling grid across the entire hitting surface using calibrated profilometers with 0.1 µm resolution. We maintain complete measurement traceability to NIST standards, with weekly calibration verification documented within our ISO 9001:2015 quality management system.
Carbon Fiber Weave Architectures: The Substrate Foundation for Spin Performance
The carbon fiber substrate constitutes the fundamental foundation for all surface texturing technologies, and weave selection transcends mere aesthetic considerations—it fundamentally alters surface treatment performance characteristics under dynamic impact conditions. Working extensively with Toray T700, T800, and T800+Ti thread variations across seven years, I’ve documented how 3K versus 12K versus 18K weaves interact with peel ply textures to produce distinctly different spin generation profiles.
Carbon Fiber Weave Technology Matrix for Manufacturing Selection
| Weave Pattern | Fiber Count | Surface Characteristics | Spin Enhancement Profile | Manufacturing Considerations |
|---|---|---|---|---|
| 3K Twill (1×1) | 3,000 fibers/tow | Distinct diagonal patterning, superior peel ply adhesion | High initial spin (µs ~0.118) | Lower resin content enhances texture definition |
| 12K Plain | 12,000 fibers/tow | Smooth appearance, uniform surface characteristics | Moderate spin (µs ~0.113) | Higher resin penetration subtly mutes texture definition |
| 18K Carbon-Ti Hybrid | 18,000+Ti threads | Structural micro-ridges, permanent texture architecture | Ultimate durability spin performance | Specialized titanium threading requires advanced loom technology |
| Unidirectional | Variable configuration | Minimal visible patterning, technical appearance | Low-Moderate spin (dependent on surface treatment) | Optimized for stiffness performance, not texture generation |
Technical perspective for manufacturing partners: T800 carbon fiber’s 28% higher modulus (294 GPa versus T700’s 230 GPa) creates a significantly stiffer hitting surface that reduces contact dwell time by approximately 0.4 milliseconds. While this might initially appear detrimental to spin generation, the reduced contact duration actually amplifies the Magnus effect when combined with precisely engineered surface textures—the ball engages and releases more abruptly, generating the rotational velocity essential for aggressive topspin execution.
Product development question frequently encountered: “Do different carbon fiber weaves influence surface texture wear characteristics over extended usage periods?” Our durability testing demonstrates that 3K twill weaves with peel ply textures exhibit 22% superior spin retention after 50,000 simulated impact cycles compared to 12K plain weaves with identical surface treatments. The diagonal weave architecture creates natural micro-channels that provide structural protection for texture peaks against abrasion, whereas plain weaves’ uniform surface characteristics expose texture features more directly to ball impact forces.
The Physics of Spin Generation: Why Static COF > 0.110 Is the Critical Threshold
From fundamental engineering principles, pickleball spin generation adheres to classical friction physics: Friction force (F) = Normal force (N) × Coefficient of friction (µ). Through extensive laboratory testing at Raligo’s Advanced Materials Center, we’ve validated that the critical threshold for meaningful spin generation is µs > 0.110—a value derived from analyzing over 2,000 paddle-ball interactions captured by high-speed cameras operating at 10,000 frames per second.
Engineering Parameters Impacting Spin Performance
| Parameter | Operational Range | Measurement Protocol | Influence on Spin RPM |
|---|---|---|---|
| Static COF (µs) | 0.110–0.135 | ASTM D1894 compliance | Primary spin performance determinant |
| Dynamic COF (µd) | 0.085–0.120 | Standardized ball slide testing | Secondary influence factor |
| Contact Dwell Time | 2.8–4.2 ms | High-speed videography analysis | Affects spin acceleration mechanisms |
| Surface Stiffness | 800–1200 lbs/in | Indentation testing methodology | Influences ball deformation characteristics |
| Ball Compression | 0.08–0.12 inches | Impact testing protocols | Affects effective grip surface area |
Manufacturing quality control application: Our production quality assurance protocols mandate random sampling of 1 in 50 paddles for COF verification. Employing calibrated friction testers, we measure three strategic points across the hitting surface and reject any production batch where the average µs value falls below 0.112. This conservative threshold ensures even the statistically weakest paddle within a production run exceeds the 0.110 spin generation minimum.
Correcting a widespread misconception: “Increased surface roughness inherently produces superior spin generation.” Our empirical testing disproves this linear assumption. Beyond Ra ≈ 8 µm, additional surface roughness actually diminishes spin generation due to reduced effective contact area—the ball predominantly contacts texture peaks rather than engaging the entire surface topography. The optimal roughness window for high-performance pickleball applications is Ra = 3–6 µm, establishing the ideal equilibrium between ball grip characteristics and clean release mechanics.
Manufacturing Quality Assurance: Profilometer Testing and USAPA Compliance Protocols
Serving as technical liaison between Raligo’s manufacturing operations and USAPA certification authorities, I’ve personally managed compliance documentation for 47 distinct paddle models over the past three years. The critical insight for manufacturing partners is this: compliance represents not a binary pass/fail determination, but rather a continuous process control system where profilometer data drives real-time manufacturing parameter adjustments.
USAPA Surface Compliance Testing Protocol Framework
| Test Phase | Measurement Parameters | Acceptance Criteria | Sampling Frequency | Corrective Action Protocol |
|---|---|---|---|---|
| Pre-production Setup | Rt, Rz, Ra parameters | Rt ≤ 35 µm, Rz ≤ 28 µm | 100% of setup panels | Mold parameter recalibration |
| In-process Production | Rt, Rz values | Rt ≤ 38 µm, Rz ≤ 30 µm | 1 sample per 100 units | Batch isolation for rework |
| Final Quality Control | Rt, Rz, COF measurements | USAPA limits + µs > 0.112 | 1 sample per 50 units | Full production batch rejection |
| Certification Sampling | Complete parameter set | All USAPA requirements satisfied | Statistical sampling methodology | Certification withholding if non-compliant |
Proactive quality management methodology: We’ve implemented comprehensive statistical process control (SPC) across all texture-related parameters. When profilometer readings approach upper control limits (UCL), our automated systems proactively adjust vacuum pressure within the molding process to maintain texture consistency within predetermined specifications. This predictive quality approach has reduced USAPA compliance challenges by 94% compared to traditional reactive quality control methodologies.
Commonly overlooked compliance consideration: USAPA equipment standards specify not only maximum permissible values but also precise measurement methodology. Employing a 0.8 mm cutoff filter instead of the mandated 0.25 mm specification can generate Rt readings 15–20% lower than actual values—a discrepancy potentially resulting in certification revocation during tournament equipment verification procedures.
Surface Engineering Evolution: From Initial Peel Ply to Hybrid Nano-Texture Systems
Having actively participated in pickleball paddle surface technology evolution since the pioneering peel-ply implementations of 2018, I’ve documented three distinct technological generations. Contemporary hybrid nano-textures represent the convergence of advanced materials science, manufacturing precision engineering, and player performance requirements that would have challenged early composite engineering capabilities.
Surface Technology Evolution Timeline: Manufacturing Perspective
| Generation | Historical Timeline | Defining Technology | Performance Advancement | Manufacturing Implementation Challenge |
|---|---|---|---|---|
| 1st Generation: Basic Textures | 2018–2020 | Simple peel ply, spray grit applications | Introduced spin variability concepts | High inconsistency rates, poor durability characteristics |
| 2nd Generation: Engineered Textures | 2021–2023 | Molded textures, laser etching technologies | Established predictable spin performance | Cost-prohibitive for mass production scales |
| 3rd Generation: Hybrid Systems | 2024–2026 | Nano-particle coatings, structural weave integrations | Durability + performance optimization | Complex multi-step manufacturing processes |
| Next-Generation: Active Surfaces | 2027+ projected | Stimuli-responsive polymer technologies | Adaptive spin characteristic development | Regulatory compliance validation requirements |
Current manufacturing implementation reality: The hybrid nano-texture systems we deploy today initiate with T800 carbon fiber substrates receiving proprietary nano-silica coating applications before peel ply integration. This dual-layer architectural approach creates texture peaks at 3–5 µm (optimal for ball grip engagement) supported by reinforced base structures preventing the flattening observed in traditional peel ply surfaces following extended play.
Strategic consideration for OEM partners: While hybrid nano-textures command a 25–40% manufacturing premium over standard peel ply implementations, they deliver 300–400% superior durability in accelerated wear testing protocols. For brands establishing premium market positioning, this translates to substantially reduced warranty claim frequencies and enhanced brand reputation for performance consistency across product lifecycles.
Manufacturing Q&A: Surface Texture and Spin Performance Considerations
Q: How does USAPA’s Rt ≤ 40 µm compliance limit influence paddle design methodologies?
A: From manufacturing implementation perspectives, we engineer all surface textures with a 20% safety margin—targeting Rt ≤ 32 µm during production operations. This buffer accommodates expected process variation while guaranteeing every production unit complies even under worst-case measurement conditions.
Q: Which carbon fiber grade delivers the optimal balance for textured paddle applications?
A: For premium performance applications, Toray T800 provides the optimal stiffness-texture retention equilibrium. Its 294 GPa modulus accommodates aggressive texture design without excessive resin requirements, while fiber surface characteristics enhance peel ply adhesion by 18% compared to T700 substrates.
Q: How many competitive play hours should we expect before textured surface degradation becomes noticeable?
A: Our accelerated testing protocols correlate to these approximate timelines: Spray grit demonstrates performance degradation after approximately 120 competitive hours; standard peel ply maintains 75% spin performance through 500 hours; hybrid nano-textures retain >90% performance characteristics through 800+ competitive hours.
Q: Which manufacturing process yields the most consistent surface texture characteristics?
A: Vacuum-assisted resin transfer molding (VARTM) with precision-controlled peel ply applications produces Ra standard deviations below 0.6 µm across production batches—significantly superior to the 1.2–1.8 µm variation typical of spray application methodologies.
Q: Can surface texture characteristics be restored following wear?
A: While certain manufacturers promote “re-texturing” services, our durability testing demonstrates that secondary texture applications achieve only 60–70% of original spin performance characteristics. For professional applications, we recommend strategic paddle replacement protocols rather than surface restoration attempts.
Conclusion: The Manufacturing Differentiation Through Surface Engineering
Within contemporary competitive pickleball markets, surface texture represents not merely a performance feature but a manufacturing competency distinguishing engineered performance tools from commodity paddles. As procurement professionals evaluate potential manufacturing partners, the critical assessment criteria should extend beyond friction coefficients to encompass durability metrics, process control parameters, and compliance documentation practices.
The most successful paddle brands collaborating with our manufacturing facilities recognize that surface engineering requires integrated systems approaches: carbon fiber selection informs weave optimization, which determines texture application methodologies, which must align with durability requirements and compliance constraints. When these elements converge under disciplined manufacturing protocols, the outcome is predictable spin performance enhancing player confidence and competitive execution.
At Raligo Sport, our surface engineering philosophy emphasizes transparency and traceability—every texture parameter receives thorough documentation, every compliance measurement undergoes archival preservation, and every performance assertion receives laboratory validation support. This methodology has established our facilities as preferred manufacturing partners for 27 professional paddle brands comprehending that in high-performance pickleball environments, the surface represents not merely where the ball contacts the paddle—it represents where advanced engineering meets competitive excellence.
Which Surface Texture Feels Best for Spin? A Player’s Guide
If you’re a brand owner evaluating pickleball paddle surface options for your 2027 product line, here’s what matters at retail: players universally describe high-performance spin texture as feeling grippy but not rough. A surface with Rz 18-22 µm (using 3K carbon fiber with controlled peel ply) delivers the most consistently praised feel — enough bite to generate 1200+ RPM on slice serves, but smooth enough that players don’t complain about arm fatigue after two hours of play.
In contrast, surfaces exceeding Rz 28 µm (aggressive spray grit or raw forged carbon) feel abrasive on initial touch. Players report that these paddles “grab the ball aggressively” but also cause excessive vibration transfer and premature grit wear. For B2B brands targeting the 65% of players who prioritize control over power, the ideal surface sits in the Rz 18-22 µm sweet spot — optimized spin without the abrasiveness penalty. Test your samples with 5 different play testers before locking in your production spec.
Frequently Asked Questions About Pickleball Paddle Surface Texture and Spin Performance
What surface texture produces the most spin on a pickleball paddle?
Controlled peel ply on 3K carbon fiber with Rz 18-22 µm consistently produces the highest spin rates (1200-1400 RPM) while remaining USAPA compliant. Aggressive texture (Rz 28+ µm) can generate higher initial spin but fails durability testing and often violates the 30 µm Rz limit.
How long does spray grit surface treatment last on a pickleball paddle?
Spray grit typically degrades measurably after 200-400 ball impacts. The epoxy matrix holding grit particles fractures under repeated ball compression, causing 15-25% spin reduction within the first month of regular play. Peel ply and laser-engraved surfaces maintain 90%+ of original spin performance after 1000+ impacts.
Can nano-texture surfaces pass USAPA roughness testing?
Yes — nano-texture surfaces operate at Rz 15-20 µm, well within the 30 µm limit. They achieve spin through surface chemistry and micro-patterning at the molecular level rather than mechanical roughness, making them both USAPA-compliant and extremely durable. The trade-off is higher manufacturing cost and more complex QC.
Does carbon fiber weave count affect spin performance?
Yes. 3K carbon fiber (3,000 filaments per tow) produces tighter weave patterns with Rz 15-20 µm — ideal for spin. 12K-18K weaves produce Rz 18-28 µm, which can pass USAPA limits but requires careful QC. Raw forged carbon frequently exceeds 30 µm Rz and is high-risk for certification.
How can I test paddle spin rate before committing to a factory order?
Request profilometer measurements (Rz, Rt) and a spin rate test (RPM measurement using a high-speed camera at standardized ball velocity). Reputable pickleball paddle manufacturers like Raligo Sport provide this data free with sample orders. Verify every test result independently with your own play testers before signing a production contract.