Introduction: The Core Defines Everything
Every playing characteristic a pickleball paddle delivers — power, control, dwell time, sound, durability — traces back to one thing: the core structure.
The market has moved fast. Five years ago, polypropylene honeycomb was the only option that mattered. By mid-2026, foam core paddles account for 51.4% of enthusiast player adoption (Pickleball Effect Main Paddle Monitor), and manufacturers are racing to differentiate through fundamentally different internal architectures.
This article compares three dominant core types — Polypropylene (PP) Honeycomb, Solid Foam (EVA/EPP), and Hybrid Polymer-Foam — from an OEM manufacturing perspective. If you’re spec’ing a paddle line, you need to understand what’s happening inside the sandwich before you care about what’s printed on the face.
—
What Is the Difference Between Honeycomb and Foam Paddle Cores?
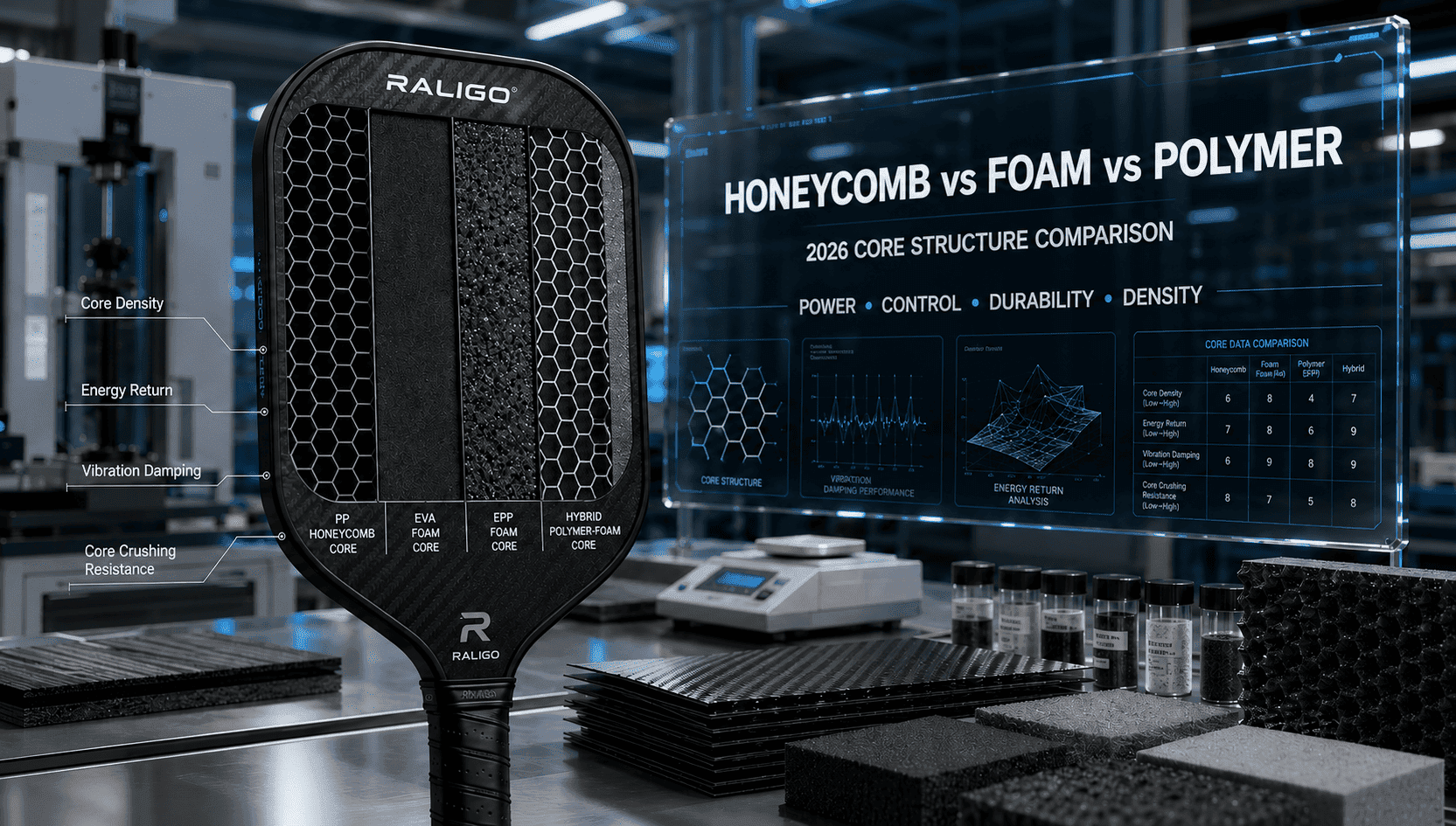
Atomic Answer: Polypropylene honeycomb cores use a hexagonal cell matrix — typically 8mm cells at 80 kg/m³ density — that compresses on impact to absorb energy and return it to the ball. Foam cores replace this cell structure with a solid, uniformly dense foam block (EVA at 180-250 kg/m³ or EPP at 30-50 kg/m³) that deforms elastically rather than collapsing cell walls. The fundamental difference: honeycomb controls energy through cell-wall buckling; foam controls it through material compression and rebound.
The honeycomb core most paddles use is polypropylene (PP) thermoplastic, thermoformed into a regular hexagonal grid. Think of it as thousands of tiny plastic hexagons stacked side by side. When a ball strikes the face, individual cells compress, absorbing kinetic energy. The cell walls then rebound, returning that energy to the ball. This compression-rebound cycle is what creates the “pop” and feel players talk about.
Foam cores work differently. Instead of discrete cells, you have a continuous solid — usually EVA (ethylene-vinyl acetate) or EPP (expanded polypropylene) — that compresses uniformly. There are no cell walls to buckle, no “dead spots” from localized collapse. The energy absorption and return happen through the viscoelastic properties of the foam itself.
OEM Takeaway: If you’re selecting cores for a paddle line, the choice between honeycomb and foam is fundamentally about failure mode. Honeycomb fails through localized crushing; foam fails through global degradation or delamination. Both can fail — they just fail differently.
—
How Does Core Density Affect Pickleball Paddle Performance?
Atomic Answer: Core density is the single most impactful engineering variable in paddle design. PP honeycomb spans 60-120 kg/m³ (higher = stiffer/power-oriented), EVA foam runs 180-250 kg/m³ (higher = firmer response), and EPP foam sits at 30-50 kg/m³ for ultra-lightweight constructions. Density directly controls four things: energy return rate, vibration dampening, weight distribution, and long-term structural integrity.
Here’s the density landscape for each core type:
PP Honeycomb Density Tiers
| Cell Size | Typical Density | Feel Profile | Power Characteristic |
|---|---|---|---|
| 6mm | 100-120 kg/m³ | Stiff, crisp, high pop | Maximum energy return |
| 8mm (Standard) | 80 kg/m³ | Balanced, neutral | Moderate return, good dwell |
| 10mm | 60-70 kg/m³ | Soft, muted, plush | Lower return, maximum control |
6mm cell honeycomb is the choice for power paddles. The tighter cell spacing means more material per unit volume — higher density, stiffer response, and faster energy return. At the other end, 10mm cells create a softer, more absorbing structure. The walls are thinner relative to the cell volume, so they buckle more readily, absorbing more energy and returning less.
Foam Density Tiers
| Foam Type | Density Range | Core Weight (16mm thickness) | Typical Use |
|---|---|---|---|
| EVA (High-density) | 200-250 kg/m³ | 45-55g | Control-oriented foam paddles |
| EVA (Standard) | 180-200 kg/m³ | 38-45g | Balanced foam builds |
| EPP | 30-50 kg/m³ | 12-18g | Ultra-lightweight, power builds |
OEM Insight: Density isn’t just about feel — it’s about weight budget. A 16mm PP honeycomb at 80 kg/m³ adds roughly 55-65g to the paddle. An equivalent EPP foam core at 40 kg/m³ adds only 12-18g. That weight savings can be redistributed into edge weighting, thicker face sheets, or carbon fiber layup — opening design space that honeycomb doesn’t allow.
—
Honeycomb Polypropylene: The Industry Workhorse
Atomic Answer: Polypropylene honeycomb cores command approximately 85% of paddles sold globally, from budget $50 models to $250+ pro-level thermoformed builds. The material is cheap ($1.50-$4.00 per core at OEM scale), machines easily, bonds reliably to carbon fiber face sheets, and offers a tuning range across cell size/ thickness that covers power, all-court, and control profiles. Its Achilles heel is core crushing — the progressive collapse of cell walls that turns a predictable paddle into an erratic one, typically within 3-6 months of heavy play.
Manufacturing Reality
PP honeycomb arrives at the factory as large sheets — typically 1.2m × 2.4m panels in thicknesses from 10mm to 20mm. The OEM cuts these to paddle shape, bonds carbon fiber face sheets (usually Toray T700 or equivalent 3K/12K weave) using epoxy film adhesive, and then processes through either cold-pressing or thermoforming.
Thermoforming — the dominant method since 2022 — uses heat (130-160°C) and pressure (3-5 bar) to fuse face sheets, core, and edge guard into a unified structure. This improves the sweet spot by creating a continuous bond interface, but it also introduces thermal stress into the PP cells. At 130°C+, polypropylene begins to soften. Even a 30-second dwell in the press can weaken cell walls that are only 0.3-0.5mm thick to begin with.
That’s the manufacturing origin of core crushing — it doesn’t just happen on the court. It’s seeded in the factory.
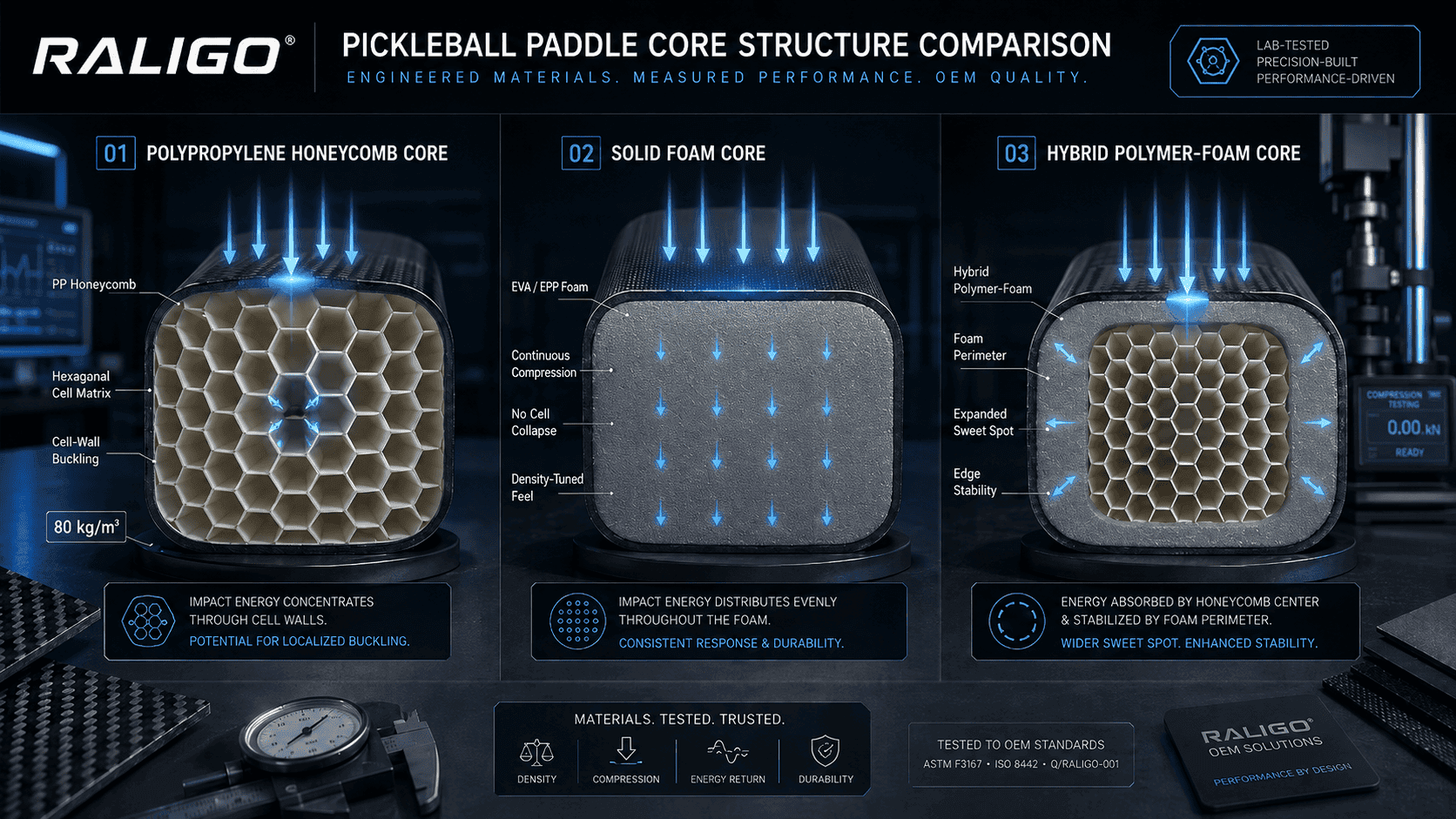
The Core Crushing Problem
Core crushing follows a predictable pattern:
1. Manufacturing weakness: Thermal exposure during thermoforming partially softens cell walls, creating micro-stress points.
2. Break-in period: The first 30-60 days of play feel great — the core is “breaking in,” cells flexing without collapse.
3. Progressive failure: Around month 3-4, high-impact zones (center, sweet spot) begin to show localized cell collapse. The paddle doesn’t look different — but it plays differently. Excessive pop develops in crushed zones; dead spots emerge in adjacent areas.
4. Terminal phase: By month 5-6 with heavy play (3-5 sessions/week), the core has lost structural integrity across 30-50% of the face. The paddle is unpredictable, potentially dangerous in terms of power inconsistency, and ready for replacement.
Frankly, core crushing is the dirty secret every OEM knows about but few brands talk about publicly. At Raligo, we’ve seen QC return rates for thermoformed PP paddles running 2-3% for documented core crushing at the 6-month mark — and those are just the players who noticed and complained.
Who Should Still Choose PP Honeycomb?
– Budget lines ($50-$120 retail): Nothing beats PP on cost
– Entry-level and casual players: These paddles won’t see the play volume that triggers crushing
– Brands that prioritize feel familiarity: PP’s predictable break-in and known characteristics reduce customer support burden
– Cold-pressed constructions: Non-thermoformed PP cores show significantly lower crush rates — the cold-press process doesn’t introduce the same thermal stress
—
Solid Foam Cores: The 2025-2026 Revolution
Atomic Answer: Fully foam-cored paddles — led by the CRBN TruFoam line, Selkirk Boomstik, and Diadem BluCore — replace the honeycomb cell matrix with a solid foam block, most commonly EVA (ethylene-vinyl acetate, 180-250 kg/m³) or EPP (expanded polypropylene, 30-50 kg/m³). The claimed advantages are substantial: no core crushing (no cells to crush), larger sweet spot (uniform density), superior vibration dampening (continuous medium), and longer pop retention (elastic deformation rather than plastic collapse). The trade-off is cost — foam cores run 2-3× material cost vs PP honeycomb at equivalent volumes.
EVA vs EPP: Not All Foam Is Equal
This is where the industry narrative gets sloppy. Most articles say “foam core” as if it’s one thing. It’s not. The two dominant foam materials have fundamentally different properties:
| Property | EVA Foam | EPP Foam |
|---|---|---|
| Density | 180-250 kg/m³ | 30-50 kg/m³ |
| Compression set | 15-25% (moderate recovery) | 5-10% (excellent recovery) |
| Thermal stability | Softens above 60°C | Stable to 100°C+ |
| Bonding to CF face | Excellent (polar surface) | Good (requires primer) |
| Vibration damping | Superior (viscoelastic) | Moderate (elastic dominant) |
| Material cost (per core) | $5-8 | $8-12 |
| Weight (16mm × paddle) | 45-55g | 12-18g |
EPP is the engineering standout. At one-sixth the density of EVA, it enables paddle constructions that were literally impossible with honeycomb — a 16mm core that weighs as much as an 8mm PP core, freeing 30-40g of weight budget for carbon fiber reinforcement or edge weighting. Its thermal stability means it won’t soften in a hot car trunk in Arizona summer (a real-world failure mode for early EVA foam paddles).
EVA is the feel champion. The higher density and viscoelastic character create a softer, more connected touch — the “plush” sensation reviewers describe for paddles like the Boomstik. But it comes at the cost of thermal sensitivity and higher weight.
MPP Foam: The Cautionary Tale
Some manufacturers have experimented with MPP (molded polypropylene) foam as a middle-ground option. Early results are mixed. Two failure modes have emerged in real-world testing:
1. Face-core delamination: The bonding interface between carbon fiber face sheets and MPP core appears weaker than EVA bonds, potentially due to surface energy mismatch. Over time and thermal cycling, voids develop at the interface.
2. Brittle fracture behavior: MPP constructions behave more brittly under repeated impact stress — similar to pencil lead snapping under repeated flex — compared to EPP’s ductile, elastic response.
For OEM buyers evaluating foam options in mid-2026: EPP is the safer engineering bet. EVA works well if thermal stability isn’t a concern for your target market. MPP should be approached with serious QC testing before committing to volume.
Density Tuning: The Real Foam Advantage
Here’s what’s genuinely underappreciated about foam: the density curve can be graded.
With PP honeycomb, you pick one cell size and that’s your density everywhere. With foam, multi-density constructions are straightforward — a higher-density EVA center zone for sweet spot reinforcement, surrounded by lower-density EPP perimeter zones for weight savings and vibration control. The CRBN Waves does something similar through physical cutouts rather than density grading; the Selkirk Boomstik takes the opposite approach with uniform density.
This tunability is the real reason foam won’t be a passing trend. It gives OEM engineers more knobs to turn than honeycomb ever did.
—
Hybrid Polymer-Foam: Bridging Two Worlds
Atomic Answer: Hybrid cores — polymer honeycomb with foam perimeter injection, or dual-density layered constructions — attempt to capture PP honeycomb’s familiar feel while addressing its durability limits. The most common configuration (Gen 3-style) sandwiches a PP honeycomb center with an EVA or TPE foam ring around the perimeter, adding 10-15% to material cost while delivering a meaningful sweet spot expansion and edge-to-edge stability improvement. The trade-off: hybrids don’t fully solve core crushing, since the center honeycomb still degrades on the same timeline.
Gen 3 Architecture: What It Actually Does
The JOOLA Propulsion Core, Selkirk FlexFoam Perimeter, and similar Gen 3 designs all share the same basic formula:
– Center: Standard PP honeycomb (8mm cells, 80 kg/m³)
– Perimeter ring: Injected EVA foam (3-5mm width)
– Face sheets: Thermoformed carbon fiber (3K weave, T700-grade)
– Assembly: Single-stage thermoforming at 140-150°C
The foam ring does three things mechanically:
1. Edge weight distribution: The added 8-12g of foam mass at the perimeter shifts the twist weight (polar moment of inertia) outward, improving stability on off-center hits without widening the paddle.
2. Vibration dampening at boundary: The transition zone between the rigid CF face and the paddle edge is a natural stress concentration point. The foam ring absorbs vibration before it transmits to the handle — this is why Gen 3 paddles feel noticeably less harsh on mishits.
3. Edge impact protection: Direct edge strikes compress the foam ring instead of crushing honeycomb cells — extending the playable life of the outer 10-15mm of the paddle face.
The Limitation: Center Crush Still Happens
What the foam ring doesn’t do is protect the honeycomb cells in the center 80% of the paddle face. Those cells still undergo the same thermal stress during thermoforming, still buckle over time, still develop dead spots. A Gen 3 hybrid paddle at month 6 will have a lively perimeter (the foam is fine) and a degraded center — which paradoxically creates more noticeable performance inconsistency than a uniformly degraded pure PP paddle.
For OEM product planning: hybrids make the most sense for mid-tier product lines ($100-$180 retail) where the buyer expects better edge stability but isn’t paying the premium for full foam construction. They’re a step forward, not a destination.
—
Head-to-Head Core Comparison Table
| Dimension | PP Honeycomb (8mm) | EVA Foam | EPP Foam | Hybrid (PP+Foam) |
|---|---|---|---|---|
| **Core Density** | 80 kg/m³ | 180-250 kg/m³ | 30-50 kg/m³ | 80 / 200 kg/m³ (center/edge) |
| **Core Weight (16mm)** | 55-65g | 45-55g | 12-18g | 60-75g |
| **Sweet Spot Size** | Standard | Large (+15-20%) | Large (+15-20%) | Above average (+10%) |
| **Vibration Damping** | Moderate | Excellent | Moderate-Good | Good |
| **Durability (6 months)** | 3-5% core crush rate | <1% (delamination risk) | <1% (delamination risk) | 3-5% center + edge ok |
| **Thermal Stability** | Softens at 130°C | Softens at 60°C | Stable to 100°C+ | Mixed (center sensitive) |
| **Feel Evolution** | Changes significantly | Stable | Stable | Center changes / edge stable |
| **Material Cost/Core** | $1.50-$4.00 | $5-$8 | $8-$12 | $4-$7 |
| **Tunability** | Cell size + thickness | Density + grading | Density + grading | Limited (hybrid fixed) |
| **Best For** | Budget/all-court | Control/comfort | Power/lightweight | Mid-tier upgrade |
—
OEM Procurement: What to Ask Your Factory
If you’re sourcing cores for a paddle line, don’t walk into factory conversations with just a thickness spec. Here’s what actually matters:
For PP Honeycomb
– Cell size spec with tolerance: “8mm ±0.3mm” — not “8mm standard”
– Density specification: “80 kg/m³ ±5%” including the measurement standard (ASTM D1622 or equivalent)
– Thermoforming process window: Ask for the exact temperature and dwell time parameters. If the factory runs at 155°C+ with 60s+ dwell, expect higher crush rates.
– Core source: Is the honeycomb sheet produced in-house or purchased from a third-party supplier? In-house = better QC control. Common third-party suppliers include Chinese PP sheet manufacturers like Qingdao Lanyu and Hangzhou Holycore, which supply the majority of OEM factories.
For Foam Cores
– Foam type and grade: “EPP, 45 kg/m³, JSP ARPRO grade” — not “lightweight foam”
– Bonding system: What primer or surface treatment is used between foam and carbon fiber face? This is the primary failure point. EVA bonds well without treatment; EPP typically needs corona or plasma surface activation plus a compatible adhesive.
– Thermal test data: Ask for a thermal cycle test: 10 cycles, -20°C to +70°C, with post-test bond integrity inspection. If they don’t have this data, they haven’t done their homework.
– Density mapping: For multi-density foam constructions, request a density map (not just a spec sheet claim). Some factories cut corners by using uniform-density foam while marketing it as “multi-density.”
General Questions for Any Core
– What internal QC failure rate do you quote for this core construction at 500, 1000, and 3000-hour simulated play?
– Can you provide cross-section cut samples from the last three production batches?
– What’s your RMA process for documented core failure within the warranty period?
—
FAQ
Which pickleball paddle core material lasts the longest?
EPP foam cores currently show the best long-term durability data, with sub-1% documented failure rates at 12 months. They don’t core crush (no cells to collapse), maintain dimensional stability through temperature cycling (-20°C to 100°C+), and resist the progressive degradation that affects PP honeycomb. EVA foam cores are a close second, though they face thermal stability concerns above 60°C. PP honeycomb in thermoformed constructions typically shows noticeable degradation within 3-6 months of heavy play.
What causes core crushing in thermoformed pickleball paddles?
Core crushing results from two factors combining: (1) thermal stress introduced during the thermoforming process (130-160°C) that partially weakens the 0.3-0.5mm PP cell walls, and (2) repeated ball impact that progressively buckles those weakened walls. The damage is invisible from the outside — the paddle face looks fine — but internal cell collapse creates dead spots and unpredictable power zones. Cold-pressed PP paddles without thermoforming show significantly lower crush rates because they skip the thermal stress step entirely.
Are foam core paddles worth the higher cost?
For serious players (3+ sessions/week), the math generally favors foam. A $250 EPP foam paddle that maintains consistent performance for 12+ months costs roughly $21/month. A $150 thermoformed PP paddle that degrades within 5-6 months costs roughly $25-30/month on a replacement cycle — and you’re playing with degraded equipment for the last 1-2 months of each cycle. For casual players (1-2 sessions/week), PP honeycomb remains the better value proposition since the degradation timeline extends to 12-18 months at lower play volumes.
What is the difference between EVA and EPP foam in pickleball paddles?
EVA (ethylene-vinyl acetate) is denser (180-250 kg/m³), heavier, and provides excellent vibration dampening and a plush, connected feel — at the cost of thermal sensitivity (softens above 60°C). EPP (expanded polypropylene) is dramatically lighter (30-50 kg/m³), thermally stable to 100°C+, and offers better long-term structural integrity — at the cost of a firmer, less plush feel and more complex bonding requirements to carbon fiber faces. EPP is the engineering-forward choice; EVA is the feel-forward choice.
Is a 16mm core better than a 14mm core for control?
Yes, for control-oriented play, 16mm consistently outperforms 14mm regardless of core material. The extra 2mm of core thickness increases dwell time by approximately 15-20% (more time for the ball to compress and release), and increases vibration absorption distance — both of which improve touch and shot placement. The trade-off is weight: a 16mm core adds roughly 10-15g vs a 14mm equivalent. Power players often prefer 14mm for the faster energy return, while control players and those with arm/elbow issues benefit from 16mm.
—
Conclusion: Which Core Structure Should You Choose?
For OEM brands and product managers planning 2026-2027 lines:
– Entry-level ($50-$90 retail): PP honeycomb, 8mm cells, 14mm thickness, cold-pressed. Skip thermoforming at this price tier — the cost savings don’t offset the durability hit.
– Mid-tier ($100-$180 retail): Hybrid (PP honeycomb + EVA perimeter ring), 16mm, thermoformed. The foam ring delivers the Gen 3 feel marketing expects; the PP center keeps costs sensible.
– Performance ($180-$250 retail): EPP foam, 14-16mm, with a documented thermal test report from your factory. This is where the market is heading and where margins are healthiest.
– Premium/Pro ($250+ retail): Multi-density foam (EVA + EPP graded), 16mm, with edge-to-edge density mapping. If you can execute this tier credibly, you’re competing with CRBN and Selkirk on differentiation, not just price.
One final thing: the core is not the whole story. The best foam core in the world won’t save a paddle with poorly bonded face sheets or an inconsistent thermoforming process. But get the core right, and you’ve solved 70% of the performance equation before you even pick the face material. That’s what makes this decision worth getting right.
—
Related Reading: Deep Dive into Pickleball Paddle Components
- The Engineering of Surface Texture: How Spin Performance Is Manufactured — Understand how surface engineering complements core selection for maximum paddle performance.
- USAPA Certification: The Complete B2B Guide for OEM Procurement — Learn how core density affects certification outcomes and PBCoR testing.
- Thermoformed vs Hot-Pressed Pickleball Paddle Manufacturing — Compare core-to-face bonding methods and their impact on paddle durability.