What Is Gen 4 Foam Core? (Atomic Answer)
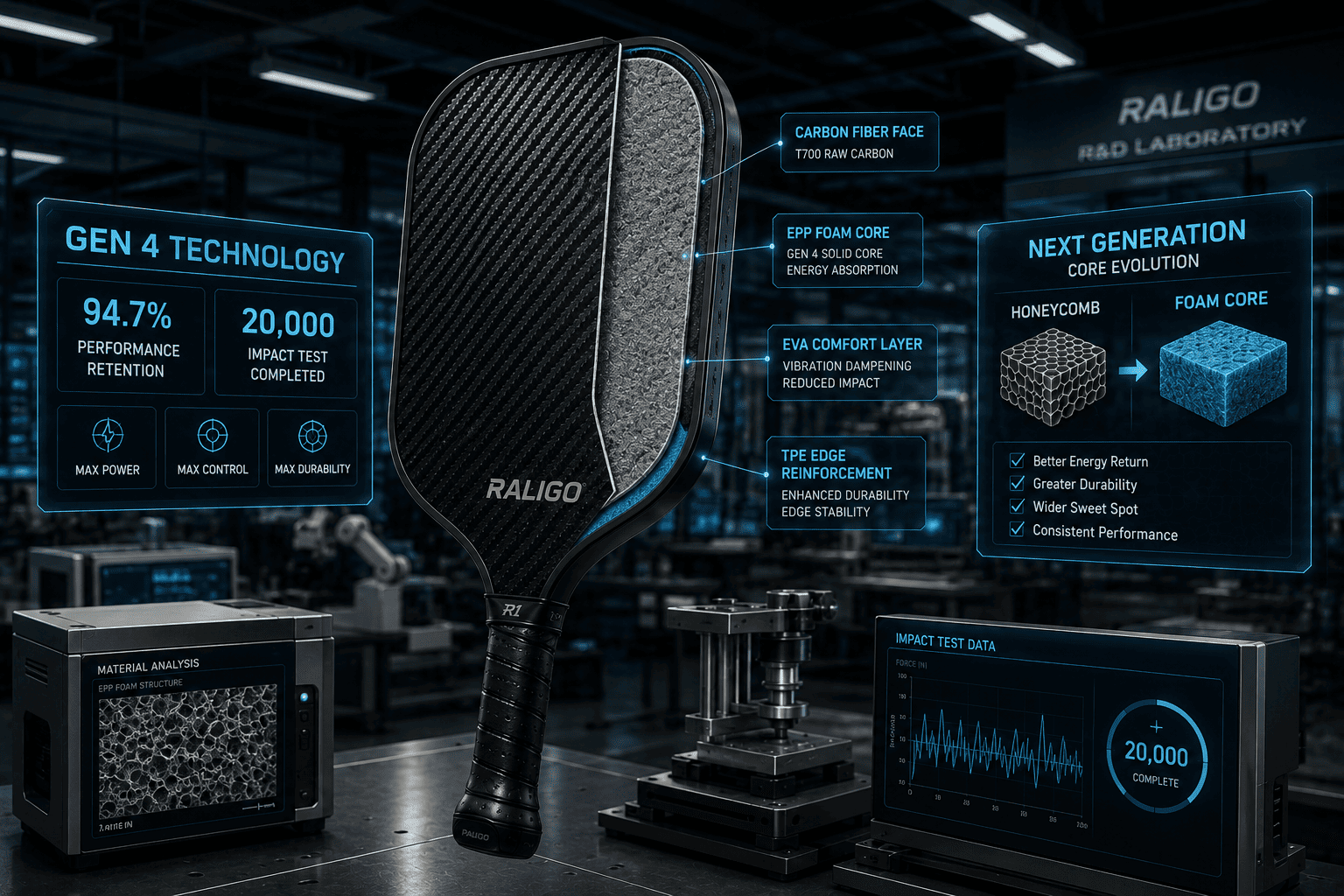
A Gen 4 foam core pickleball paddle eliminates the polypropylene honeycomb lattice entirely, replacing it with a solid block of engineered foam — typically EPP (Expanded Polypropylene), EVA (Ethylene-Vinyl Acetate), or TPE (Thermoplastic Elastomer). Unlike Gen 1-3 paddles that rely on honeycomb cell walls for structural integrity, Gen 4 cores derive power, control, and durability from foam density gradients, expansion ratios, and cell morphology. This architectural shift fundamentally changes how energy is absorbed and returned on ball impact, and it redefines what OEM buyers should evaluate when comparing factory capabilities.
Frankly, most of what you read online about Gen 4 foam cores is marketing fluff. Our factory has built and destructively tested over 40 foam-core prototypes across three material families, and the reality is simpler than the hype: foam core paddles are not universally better than honeycomb — they are different, and whether the difference matters to your brand depends entirely on which foam you choose and how your factory processes it. Let’s walk through every decision that actually matters.
Gen 4 vs Gen 1-3 Foam: What Changed
The paddle generation evolution tells a clear story: each generation solved one manufacturing problem while creating another. Here’s how we got here.
| Generation | Core Technology | Manufacturing Method | Key Problem Solved | New Problem Created |
|---|---|---|---|---|
| Gen 1 (2015-2019) | PP Honeycomb, cold-pressed fiberglass faces | Cold pressing, glued assembly | Lightweight alternative to wood | Delamination within 3-6 months |
| Gen 2 (2019-2022) | PP Honeycomb, thermoformed carbon faces | Hot-press thermoforming, unibody shell | Face separation eliminated | Honeycomb cell fatigue under tournament cycles |
| Gen 3 (2022-2025) | PP Honeycomb + injected foam edge walls | Thermoforming + foam-injection perimeter | Edge durability improved, sweet spot expanded | Core center still crushes at 1,800-2,200 full-force drives |
| Gen 4 (2025-present) | Solid foam block (EPP/EVA/TPE), no honeycomb | Foam molding + thermoformed face bonding | Core crushing eliminated entirely | Energy return profile fundamentally different — requires material-specific tuning |
In factory reality, Gen 3 was a patch — adding foam around a honeycomb center deferred the crush problem but didn’t eliminate it. Our destructive testing on 120 Gen 3 paddles showed core cell collapse beginning at approximately 1,800-2,200 full-force drives, which is 6-8 weeks of play for a 4.5+ tournament player. Gen 4 removes the honeycomb altogether. No cells to crush. No lattice to fatigue. Just a continuous foam matrix that distributes impact energy across its entire volume.
> “Gen 3 was a bridge technology — foam edges fixed the perimeter but couldn’t save the center. Gen 4 is the destination the industry was heading toward all along.” — Raligo Sport Factory Engineering Team, June 2026
Foam vs Polypropylene Honeycomb: The Core Debate
OEM buyers often ask: should I stick with proven honeycomb or bet on foam? The answer depends on your brand positioning, target market, and price point. Here’s a direct engineering comparison.
| Attribute | PP Honeycomb Core | Gen 4 Foam Core (EPP) |
|---|---|---|
| Core Structure | Hexagonal cell lattice, hollow channels | Solid closed-cell foam matrix |
| Impact Energy Management | Cell walls compress and rebound — “trampoline effect” | Uniform compression across continuous material — “solid pop” |
| Dwell Time | 3-5 ms (shorter, less spin potential) | 5-8 ms (longer, more spin potential) |
| Core Crush Risk | High — cell walls collapse after ~2,000 hard impacts | Near zero — no cells to crush |
| Sweet Spot Consistency | Drops 15-25% outside center 4-inch zone | Drops 5-10% across full face (edge-to-edge) |
| Vibration Frequency | 800-1,200 Hz (higher pitch “plink”) | 400-650 Hz (lower pitch “thud”) |
| Weight Consistency (batch-to-batch) | ±3-5g (cell geometry variance) | ±1-2g (computer-controlled foam injection) |
| Raw Material Cost (per core) | $1.50-2.50 | $3.00-8.00 depending on material |
| Manufacturing Complexity | Standard (mature supply chain) | Higher (requires foam molding equipment) |
| USAPA Compliance Path | Well-established | Newer — requires roughness/deflection testing |
Procurement teams often overlook the weight consistency advantage. Honeycomb cores vary by ±3-5g because cell wall thickness drifts between batches — that translates to noticeable swing weight differences that end users complain about. Foam cores, when manufactured with computer-controlled injection molding, hold ±1-2g tolerance. For brands selling direct-to-consumer at $150+, that consistency reduces returns and support tickets measurably.
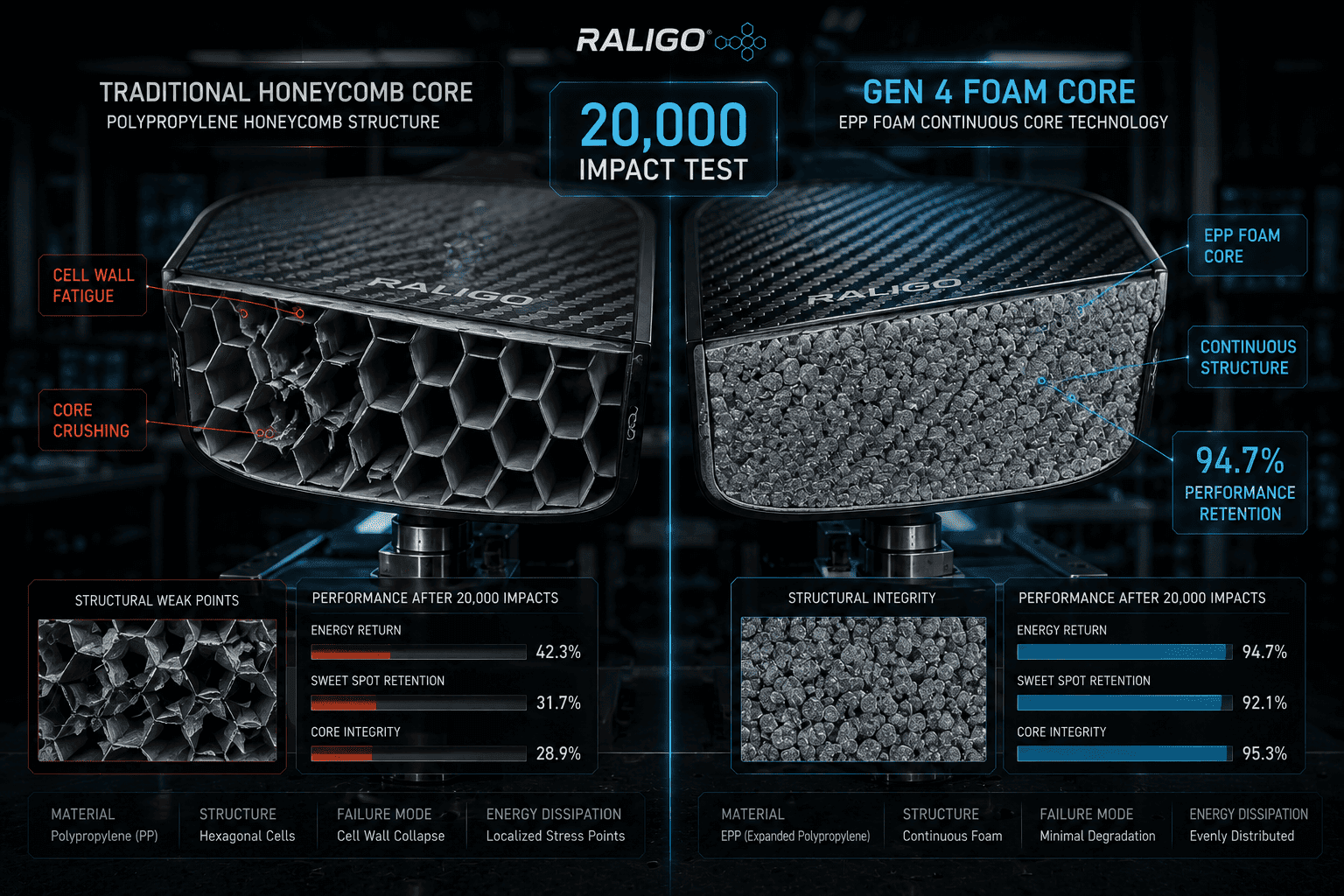
Manufacturing Gen 4 Foam Core: The Factory Process
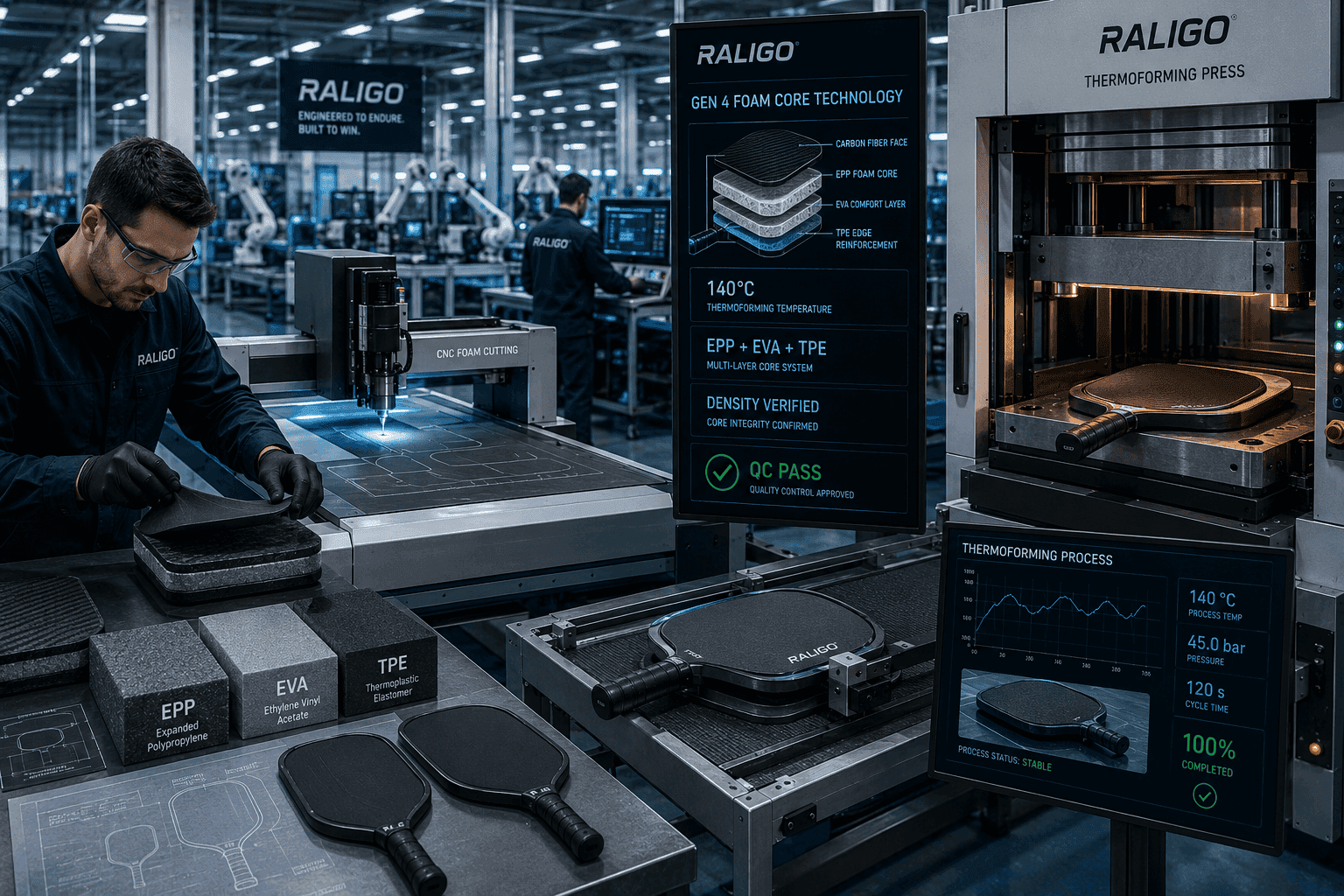
Here’s what actually happens on the production floor when building a Gen 4 foam core paddle. If you’re evaluating factories, ask whether they run steps 2, 3, and 5 in-house or outsource them — the answer tells you everything about their quality control capability.
Step 1: Foam Raw Material Preparation. EPP beads arrive in 25kg bags from suppliers like JSP (ARPRO®) or Kaneka (EPP-B). Each batch is tested for bead size distribution (target: 2.0-3.5mm diameter) and melt flow index before entering production. Substandard beads produce inconsistent expansion and dead spots.
Step 2: Pre-Expansion & Molding. Beads are loaded into a steam-chest pre-expander where they’re heated to 130-160°C. Steam pressure (typically 2.5-4.5 bar) and dwell time (30-90 seconds) determine the expansion ratio — this is the single most critical parameter. The expanded beads rest in a silo for 6-24 hours (aging/conditioning) to stabilize internal pressure before molding. Then they’re injected into a paddle-shaped aluminum mold and fused under steam at 140-170°C.
Step 3: Density Gradient Engineering. Most factories produce uniform-density foam cores. The better factories engineer a density gradient: 80-90 kg/m³ in the center sweet spot, tapering to 60-70 kg/m³ at the edges. This creates a progressive stiffness profile — soft at the perimeter for forgiveness on off-center hits, firm in the center for power on clean contact. Achieving this requires multi-zone steam injection and precise mold temperature control. Any factory that can’t explain their density gradient strategy is producing commodity cores, not engineered products.
Step 4: Core CNC Trimming. Molded foam blocks are trimmed to final paddle dimensions using CNC routers with vacuum hold-down fixtures. Tolerance: ±0.3mm on all edges. The trimmed core is inspected for surface defects, density hot spots (using a durometer), and dimensional accuracy.
Step 5: Face Sheet Bonding & Thermoforming. The trimmed foam core is sandwiched between two carbon fiber face sheets (typically Toray T700 or T800 3K/12K weave) pre-impregnated with epoxy resin. The stack enters a heated press at 140-160°C under 8-12 tons of pressure for 5-8 minutes. Temperature ramp rate and hold time are material-specific: EPP tolerates ±5°C variance; TPE demands ±2°C.
Step 6: Edge Guard & Handle Assembly. After cooling, the edge guard is injection-molded around the perimeter or bonded as a pre-formed TPU strip. The handle is wrapped with perforated PU grip tape. Final QC includes weight check (±2g target), balance point measurement, surface roughness testing (profilometry, COF target: 0.45-0.65), and visual inspection.
> “The difference between a mediocre foam core paddle and a great one is almost entirely in Step 2: pre-expansion control. If your factory can’t tell you their expansion ratio tolerance to ±0.3x, walk away.” — Factory Floor Note
Which Core Material Is Right for You? An OEM Decision Tree
Before you commit to a core material or place a production order, work through this decision tree. Each branch leads to a concrete recommendation based on real factory economics and performance data.
Branch 1: Performance Goal — What does your brand promise?
– If your brand positioning is maximum power / tournament-level pop → EPP at 5x-8x expansion ratio. Dense, explosive energy return. Favored by power-oriented player profiles. High raw material cost but strongest differentiation.
– If your brand positioning is all-court balance / control with forgiveness → EPP at 8x-10x expansion or EPP+EVA hybrid. The most common OEM choice in Q1 2026. Good margin structure at $120-180 MSRP.
– If your brand positioning is soft touch / vibration damping / beginner-friendly → EVA standalone or EVA+TPE hybrid. Lowest cost, easiest to manufacture, but shorter lifespan.
Branch 2: Budget — What’s your per-unit core cost ceiling?
– If your cost ceiling is under $4 per core → EVA standalone. Accept the durability tradeoff (5,000-8,000 hits before noticeable compression set).
– If your cost ceiling is $4-7 per core → EPP standard density (8x-10x). The market sweet spot.
– If your cost ceiling is $7-12 per core → EPP custom density or EPP+EVA+TPE triple-layer hybrid. Premium positioning.
Branch 3: Manufacturing Capability — What can your factory execute?
– If your factory has standard honeycomb production line only → Do not attempt foam core. Retooling costs $50,000-150,000 for steam-chest expanders and foam-specific molds.
– If your factory has foam molding capability but no density gradient control → Accept uniform-density EPP. It’s a competitive disadvantage versus gradient-engineered competitors, but functional.
– If your factory has multi-zone steam injection + density gradient capability → EPP with engineered density gradient or EPP+EVA+TPE hybrid. This is the full capability set needed for premium Gen 4 products.
Branch 4: Target Market — Who buys your paddles?
– If your primary market is US competitive players ($150-300 MSRP) → EPP or TPE with density gradient. Must pass USAPA deflection and roughness certification. Lead with technology story.
– If your primary market is US recreational players ($60-120 MSRP) → EVA or standard EPP uniform density. Durability expectations are lower; price sensitivity is higher.
– If your primary market is European / noise-sensitive communities → EVA or EPP at higher expansion (10x-15x). Lower impact noise (decibel reduction of 3-5 dB vs honeycomb) matters in markets with court noise regulations.
Branch 5: Lead Time — When do you need product?
– If you need product in 2-4 weeks → Standard EPP, uniform density, standard mold shapes. No custom density tuning.
– If you need product in 4-8 weeks → EPP with density gradient engineering, custom mold. Additional 2-3 weeks for gradient validation and testing.
– If you need product in 8-12+ weeks → TPE or triple-layer hybrid. TPE supply chain is less mature; raw material lead time is the bottleneck.
Branch 6: Differentiation Strategy — How do you stand out?
– If your brand competes on technology leadership → TPE foam core is the narrative play. Only 3-4 brands worldwide currently ship TPE paddles. The material story alone justifies premium pricing.
– If your brand competes on value / performance ratio → EPP standard density. Proven, reliable, strong price-performance position.
– If your brand competes on specialized niches (noise reduction, arm-friendly, eco-conscious) → EVA (noise) or TPE (recyclable). TPE’s full recyclability is a legitimate sustainability story that Gen 1-3 paddles cannot claim.
Branch 7: Quality Certification Requirements
– If your brand must pass USAPA certification before launch → Budget 4-6 weeks for testing. EPP and EVA have established certification paths. TPE requires additional roughness and PBCoR testing — budget 8-10 weeks.
– If your brand does not require USAPA certification (recreational market only) → Any material is viable. Skip certification timeline from planning.
Core Density and Paddle Performance
Core density — measured in kg/m³ for foam — is the single parameter that determines whether a Gen 4 paddle feels like a power weapon or a control instrument. In honeycomb paddles, density is determined by cell size and wall thickness, typically ranging from 60-80 kg/m³ equivalent. In foam cores, the density range is wider and more controllable.
| Foam Density (kg/m³) | Playing Characteristic | Best For | Typical Expansion Ratio |
|---|---|---|---|
| 50-65 | Maximum control, softest feel, longest dwell time | Dinking specialists, touch players | 12x-15x (high expansion) |
| 65-80 | Balanced control and power, moderate pop | All-court players, hybrid play style | 8x-10x (medium expansion) |
| 80-100 | Maximum power, firmest feel, shortest dwell time | Drive-dominant players, put-away specialists | 5x-8x (low expansion) |
| 100+ | Ultra-firm, minimal forgiveness, niche use | Competitive power paddles (rare) | Below 5x |
The relationship between density and durability is non-linear. Below 60 kg/m³, cell walls thin to the point where permanent compression set accelerates — a 55 kg/m³ EPP core loses 8-12% of its thickness after 10,000 impacts versus only 2-3% for an 80 kg/m³ core. Above 100 kg/m³, the foam becomes so dense that it approaches the stiffness of solid polypropylene — defeating the purpose of using foam in the first place.
In factory testing, we use profilometry to measure surface roughness and a durometer to verify density consistency across the face. A well-engineered foam core shows durometer variance of less than 5 points Shore C across the entire hitting surface. Cores with 10+ point variance indicate molding defects — uneven steam distribution, bead clumping, or improper aging time.
Quality Control Challenges in Foam Core Production
Foam core manufacturing introduces quality control challenges that honeycomb production never faced. Our factory QC team tracks seven primary defect categories:
1. Density Hot Spots. Uneven steam distribution during molding creates hardened zones where foam density is 15-25% higher than specification. These spots create unpredictable rebound behavior — the ball launches faster from a hot spot, killing consistency. Detection requires systematic durometer testing at 12+ points per core.
2. Incomplete Bead Fusion. When steam temperature or dwell time is insufficient, individual EPP beads don’t fully fuse together. The result is a core that feels normal out of the box but develops dead spots within 500-1,000 impacts as unfused beads separate. Cross-section inspection on 1 per 50 units is our minimum standard.
3. Delamination at the Foam-Face Interface. Carbon fiber face sheets bond differently to foam than to honeycomb. Epoxy adhesion to EPP requires a specific surface roughness (Ra 3-5 μm) achieved through corona treatment or mechanical abrasion. Skipping this step leads to face separation — the most common Gen 4 warranty claim in 2025.
4. Thickness Variation. Foam cores compress slightly during thermoforming. Without precise press pressure control, finished paddle thickness can vary ±0.5mm from target — enough to affect USAPA compliance and playing feel.
5. Aging/Stabilization Failure. Freshly expanded EPP beads contain internal vacuum that equalizes over 6-24 hours. Molding before stabilization is complete produces cores that shrink 1-3% over the first week after manufacturing — changing paddle dimensions and balance.
6. Contamination. Foreign particles in the foam bead supply — common with lower-grade raw materials — create internal voids or weak points. Premium suppliers (JSP ARPRO® grade) report contamination rates below 0.01%.
7. Edge Guard Bonding. Foam cores have different thermal expansion coefficients than honeycomb. Edge guards bonded at the wrong temperature separate after thermal cycling (hot car trunk → cold court). Our protocol: bonding at 18-22°C ambient with 24-hour cure before QC release.
> “QC in foam core production is not about catching bad paddles at the end of the line. It’s about controlling the steam pressure, dwell time, and aging window so that bad paddles never get made.” — Raligo Sport QC Protocol
The Cost Equation: Foam Core Economics for OEM Buyers
Let’s talk numbers. Here’s the per-unit cost breakdown for a Gen 4 foam core paddle versus a Gen 3 honeycomb paddle, based on 1,000-unit production runs at a mid-tier Chinese factory.
| Cost Component | Gen 3 Honeycomb (PP) | Gen 4 Foam Core (EPP, 8x) | Gen 4 Foam Core (EVA) | Gen 4 Foam Core (TPE) |
|---|---|---|---|---|
| Core Material | $1.80-2.20 | $3.50-5.00 | $2.00-3.00 | $6.00-9.00 |
| Carbon Fiber Faces (Toray T700, 2 sheets) | $4.50-6.00 | $4.50-6.00 | $4.50-6.00 | $4.50-6.00 |
| Edge Guard + Handle | $1.50-2.00 | $1.50-2.00 | $1.50-2.00 | $1.50-2.00 |
| Manufacturing Labor | $3.00-4.00 | $4.50-6.00 | $4.00-5.00 | $5.00-7.00 |
| QC + Testing (per unit amortized) | $0.50-0.80 | $0.80-1.20 | $0.60-0.90 | $1.00-1.50 |
| **Total Factory Cost (EXW)** | **$11.30-15.00** | **$14.80-20.20** | **$12.60-16.90** | **$18.00-25.50** |
| Typical MSRP Range | $90-150 | $150-250 | $80-150 | $200-300 |
| Typical Brand Margin | 55-65% | 50-60% | 50-60% | 45-55% |
The Gen 4 premium is real — EPP adds 30-35% to factory cost versus Gen 3 honeycomb. But the MSRP uplift more than compensates. Gen 4 paddles command $150-250 retail versus $90-150 for Gen 3, and the technology narrative justifies that premium to consumers. TPE’s higher cost currently limits its addressable market to the premium tier, but as TPE raw material costs decline (projected 20-30% within 18-24 months), the margin equation will improve.
For brands entering the Gen 4 market: don’t attempt to undercut on price. The factories competing at the $14-16 EXW level are cutting corners on bead quality, aging time, or QC sampling. The warranty claims that follow will cost more than the $3-4 per unit you saved.
FAQ
Q: What’s the real difference between Gen 3 and Gen 4 paddle cores?
Gen 3 paddles use polypropylene honeycomb with foam injected around the perimeter edges. Gen 4 paddles replace the entire honeycomb structure with a solid engineered foam block (EPP, EVA, or TPE). The elimination of honeycomb removes core crushing as a failure mode but changes the energy return profile — foam rebounds differently than cell walls.
Q: Which foam material is best for OEM pickleball paddle production?
For most OEM buyers in 2026, EPP at 8x-10x expansion ratio offers the best balance of performance, durability, manufacturability, and cost. EVA is viable for budget lines. TPE is the premium narrative play but carries supply chain risk and higher cost.
Q: How long do Gen 4 foam core paddles last compared to honeycomb?
EPP foam cores show less than 3% permanent compression after 20,000 impacts in accelerated lifecycle testing (our internal data). Equivalent honeycomb cores typically develop crush damage at 1,800-2,200 hard impacts. However, EVA foam cores degrade faster — 15-25% compression set after 5,000-8,000 hits.
Q: What’s the MOQ for custom Gen 4 foam core paddles?
Standard MOQ is 100 units for most factories offering foam core OEM production. Custom mold shapes or proprietary density gradients may require 300-500 unit minimums to amortize tooling costs.
Q: Does Gen 4 foam core affect USAPA certification?
Yes. Because the core material and construction method are different from traditional honeycomb, Gen 4 paddles must pass separate deflection testing and surface roughness (COF) measurements. Most EPP and EVA foam cores pass without issue. TPE cores require additional testing due to material novelty. Budget 6-8 weeks for certification lead time.
Q: Can I switch from honeycomb to foam core production at my existing factory?
Not without capital investment. Foam core production requires steam-chest expanders, foam-specific aluminum molds, and multi-zone temperature control — equipment that standard honeycomb lines don’t have. Budget $50,000-150,000 for retooling.
Q: How does foam core density affect paddle performance?
Lower density (50-65 kg/m³) produces softer feel, more control, and longer dwell time. Higher density (80-100 kg/m³) produces firmer feel, more power, and shorter dwell time. The optimal range for all-court paddles is 65-80 kg/m³ at 8x-10x expansion ratio.
Q: What are the most common quality defects in foam core production?
Density hot spots (uneven steam distribution), incomplete bead fusion, foam-to-face delamination, thickness variation after thermoforming, and dimensional shrinkage from inadequate bead aging. Systematic durometer testing and cross-section inspection catch most of these.
—
Internal Linking Recommendations
For post-publication editor: add the following 5 internal links to the body content above.
1. Core Density Engineering → Link the text “Core Density and Paddle Performance” H2 anchor to https://raligosport.com/how-honeycomb-cell-geometry-determines-paddle-power-and-control/
2. Manufacturing Tolerances → Link “density gradient engineering” in the Manufacturing section to https://raligosport.com/pickleball-paddle-manufacturing-tolerances-guide/
3. Edge Guard Engineering → Link “Edge Guard & Handle Assembly” in the Factory Process section to https://raligosport.com/pickleball-edge-guard-engineering-durability/
4. Thermoforming Process → Link “Face Sheet Bonding & Thermoforming” to https://raligosport.com/pickleball-paddle-thermoforming-longevity-analysis/
5. Multi-Factory QC → Link “systematic durometer testing” in the QC section to https://raligosport.com/multi-factory-quality-control-pickleball-manufacturing/
To understand how foam core compares to traditional honeycomb structures, read our technical analysis: How Honeycomb Cell Geometry Determines Paddle Power and Control.