
The Science of Surface Grit: How Texture Affects Spin & Ball Control in B2B Paddle Manufacturing
Let’s cut the marketing noise. In pickleball paddle manufacturing right now, the war isn’t being fought inside the core—your paddle’s core structure comparison determines—it’s won or lost on the surface. If you are sourcing paddles for a serious brand, surface grit is where your margins, your return rates, and your brand reputation are decided.
At Raligo Sport, we spend our days in the trenches of raw material procurement and thermoforming presses. We see exactly why one paddle grips a ball for months while another turns into a frictionless cutting board after two weeks of aggressive play. It all comes down to how you engineer the friction layer.

The Physics of Spin (And Why Most Factories Get It Wrong)
The interaction between a paddle face and a hard plastic pickleball happens in milliseconds. We call this dwell time. When a paddle face lacks engineered friction, the ball skids during angular impact. By increasing the coefficient of friction, the surface grips the ball just long enough for the player’s swing mechanics to translate into rotational torque.
But here is the industry’s dirty little secret: achieving high spin out of the box is easy. Slap some aggressive abrasive coating on a composite face, and it will spin like crazy on day one. The real engineering challenge—and the Raligo Sport obsession—is durability and consistency. For a deeper analysis of grit lifespan across different surface technologies, see our breakdown of long-lasting spin performance with peel ply versus spray-on coatings.
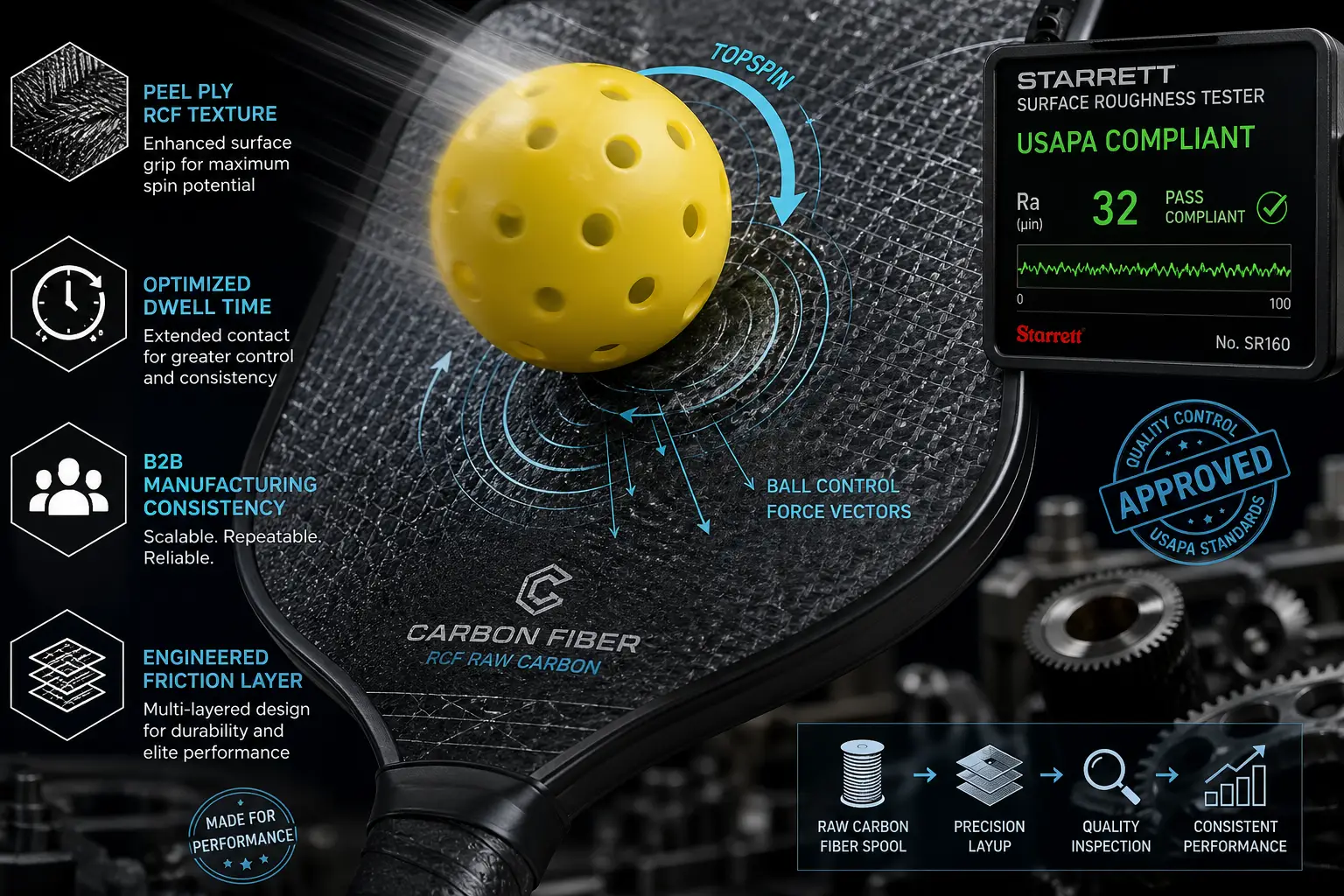
You also have USAPA compliance to worry about. The Starrett Surface Roughness Tester doesn’t care about your marketing claims. Push the Rt and Ra values too high, and your entire production batch fails certification. We’ve seen brands burn hundreds of thousands of dollars on recalls because their factory couldn’t maintain consistent grit tolerance across a production run. Maintaining tight manufacturing tolerances across large production runs is what separates premium OEM suppliers from commodity factories.
Unpacking the Manufacturing Processes
Not all grit is created equal. The application method dictates the product’s lifespan, its cost-to-manufacture, and ultimately, who you should be selling it to. Let’s look at the actual mechanics behind the textures.
The Peel Ply Process: Raw Carbon Fiber (RCF)

This is the current benchmark for professional-tier performance, and it is a process we monitor relentlessly at Raligo. Rather than spraying texture onto a finished paddle, the grit is born from the carbon weave and epoxy matrix during curing.
A specialized peel ply fabric is laid over the epoxy-saturated carbon. Under extreme heat and pressure, they bond. When that ply is forcefully removed post-cure, it micro-fractures the top layer of epoxy, exposing the raw carbon weave.
The Raligo Perspective: This is where you get maximum dwell time and exceptional longevity. Because the texture is structural rather than additive, it doesn’t rub off after a few tournament weekends. It’s expensive to produce, but if you want zero returns and high brand loyalty, RCF is the baseline.
Sandblasting (Abrasive Etching)
Walk the floor of any mass-market factory, and you’ll see sandblasting chambers. High-pressure air fires aluminum oxide or glass beads at a cured paddle face, physically gouging microscopic pits into the surface.
The Raligo Perspective: It works well out of the box, offering a sharp, aggressive bite. But physics always wins. Those sharp, jagged peaks created by the blast are fragile. Repeated impact with a hard plastic ball crushes those peaks. A sandblasted paddle that feels lethal on day one will often lose 30% of its spin capability within a month. It’s a cost-effective method for mid-tier lines, but we advise our B2B partners to set realistic lifespan expectations with their consumers.
UV Friction Coating (Spray-on Grit)
You see this on paddles prioritizing loud, full-face graphics. A grit-infused liquid polymer is sprayed or printed over the face and instantly hardened with UV light.
The Raligo Perspective: If your primary demographic is the recreational weekend player who buys based on aesthetic appeal, this process yields excellent margins. However, do not sell this to serious players. Friction coatings are sacrificial layers. They will chip, flake, and smooth out.

Precision Molded Texture
This is the frontier of manufacturing scalability. Instead of altering the paddle after it’s pressed, the compression mold itself is laser-etched with a microscopic topography. The resin cures directly into this pattern.
The Raligo Perspective: The upfront tooling costs (NRE) are brutal, but the unit economics at scale are unmatched. More importantly, it delivers the holy grail of manufacturing: absolute consistency. Paddle #1 and Paddle #10,000 have the exact same surface friction. For enterprise-level B2B buyers looking for predictable quality control, molded texturing is a long-term play.
Sourcing with Intent
Procurement shouldn’t be a guessing game. When you build your product roadmap, your surface technology must align with your retail price point and player demographic.
If you’re targeting the $200+ elite market with a UV-sprayed face, your brand will be exposed immediately. Conversely, putting a meticulously cured peel-ply RCF face on a $50 beginner paddle is margin suicide.
At Raligo Sport, we don’t just build paddles; we engineer supply chain predictability. We believe that true brand equity is built on paddles that perform exactly the same on day sixty as they did on day one. If you want to stop gambling on factory consistency and start building a technically superior product line, you need to look past the surface.




